Основными недостатками индукционной печи прямого канального типа являются ее операционная негибкость и строгие требования к материалам. Эти печи должны работать непрерывно с расплавленным металлом, что делает их непригодными для прерывистой работы или частой смены сплавов. Кроме того, они не обладают способностью к рафинированию, что означает, что исходный материал должен быть чистым и иметь известный, точный состав перед загрузкой.
Канальная индукционная печь обменивает операционную гибкость на исключительную энергоэффективность. Ее конструкция требует непрерывного производства одного сплава, что делает ее высокоспециализированным, а не универсальным инструментом.

Основной недостаток: операционная негибкость
Конструкция канальной печи, где расплавленный металл образует замкнутый контур, действующий как вторичная обмотка трансформатора, является источником как ее эффективности, так и ее жесткости.
Требование "никогда не останавливаться"
Канальная печь не может быть запущена в холодном состоянии с твердым материалом. Для замыкания электрической цепи требуется первоначальная загрузка расплавленного металла.
Из-за этого печь почти никогда не выключается. Затвердевание металла разорвало бы цепь, что потребовало бы сложного и трудоемкого процесса перезапуска с новой "пяткой" расплавленного металла.
Такой "постоянно включенный" характер приводит к непрерывному потреблению энергии, даже когда печь не плавит новый материал, а лишь поддерживает расплавленную ванну.
Ограниченная универсальность сплавов
Переключение металлических сплавов является серьезной операционной проблемой. Значительная часть старого сплава должна быть слита и заменена новым, что приводит к длительному периоду переналадки и образованию нестандартного "переходного" металла.
Это делает печь крайне непрактичной для операций, требующих частой смены спецификаций сплавов, например, для литейных цехов, производящих широкий ассортимент мелкосерийной продукции.
Необходимость постоянного обслуживания
Канал или петля, содержащая расплавленный металл, подвержена износу и требует постоянного контроля и, в конечном итоге, обслуживания. Эта необходимость постоянного обслуживания является прямым следствием ее непрерывной работы.
Проблема чистоты материала
В отличие от других типов печей, которые могут способствовать очистке металла, индукционная печь канального типа является исключительно плавильной. Качество продукции почти полностью зависит от качества исходного материала.
Отсутствие возможности рафинирования
Печь не предлагает практического способа удаления примесей, таких как оксиды или шлак, из исходного материала. Отсутствует внутренний процесс рафинирования расплава.
Это означает, что любые загрязняющие вещества, внесенные с исходными материалами, останутся в конечном продукте, потенциально ухудшая его металлургические свойства.
Строгие требования к исходным материалам
Для обеспечения качества конечного продукта все исходные материалы должны быть чистыми, сухими и свободными от оксидов. Это требование может увеличить стоимость и сложность закупки сырья.
Химический состав шихты также должен быть точно известен и контролируем, поскольку сама печь не предоставляет средств для его корректировки, кроме как путем добавления дополнительных сплавов.
Риск потери сплава
Хотя это не рафинировочная печь, некоторый уровень окисления все же может происходить на поверхности расплава. Это может привести к потере ценных и легко окисляющихся легирующих элементов, которые, возможно, потребуется измерить и пополнить для соответствия конечным спецификациям.
Понимание компромиссов: канальная против тигельной
Выбор печи требует понимания фундаментальных компромиссов между различными индукционными технологиями. Печь прямого канального типа резко контрастирует с тигельной печью.
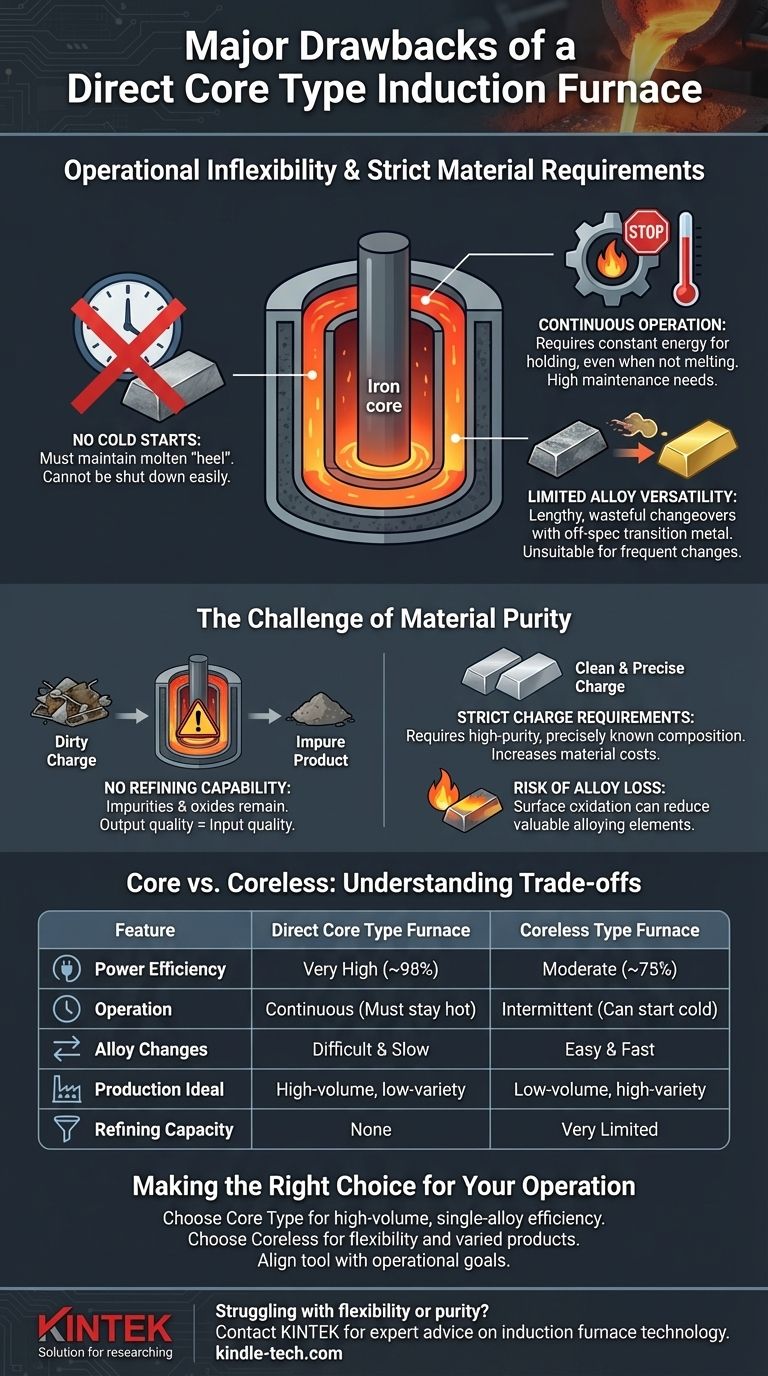
| Характеристика | Печь прямого канального типа | Тигельная печь |
|---|---|---|
| Энергоэффективность | Очень высокая (~98%) | Умеренная (~75%) |
| Эксплуатация | Непрерывная (должна оставаться горячей) | Прерывистая (может запускаться в холодном состоянии) |
| Смена сплавов | Сложная и медленная | Простая и быстрая |
| Идеальное производство | Большой объем, низкое разнообразие | Малый объем, высокое разнообразие |
| Рафинирующая способность | Отсутствует | Очень ограничена |
Правильный выбор для вашей операции
Решение об использовании печи прямого канального типа полностью зависит от вашей производственной модели.
- Если ваша основная цель — крупносерийное производство одного сплава: Непревзойденная энергоэффективность (до 98%) канальной печи делает ее превосходным финансовым и операционным выбором.
- Если ваша основная цель — гибкость или производство разнообразной продукции: Способность тигельной печи выключаться и обрабатывать частые смены сплавов является обязательным условием.
- Если ваша основная цель — плавка лома более низкой чистоты: Ни одна из печей не идеальна, но тигельная печь предлагает немного большую толерантность и легче чистится между плавками.
В конечном итоге, выбор правильной печи заключается в согласовании присущих инструменту сильных и слабых сторон с вашими конкретными операционными целями.
Сводная таблица:
| Недостаток | Влияние на эксплуатацию |
|---|---|
| Операционная негибкость | Должна работать непрерывно; непригодна для прерывистой работы или частой смены сплавов. |
| Отсутствие возможности рафинирования | Исходный материал должен быть чистым и иметь точный состав; примеси остаются в конечном продукте. |
| Строгие требования к материалам | Увеличивает стоимость и сложность закупки сырья. |
| Непрерывное обслуживание | Износ канала требует постоянного контроля и ухода из-за непрерывной работы. |
Испытываете трудности с гибкостью печи или чистотой материала в вашей лаборатории или литейном цехе? KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя потребности лабораторий. Наши эксперты помогут вам выбрать правильную технологию индукционной печи — будь то канальная для высокой производительности или тигельная для универсальной смены сплавов — для оптимизации ваших производственных целей. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные требования и повысить эффективность вашей работы!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Почему функция градиентного нагрева вакуумной горячей прессовальной печи является необходимой? Улучшение композитов из графита и алюминия
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Как вакуумная горячая прессовая печь способствует процессу формования композитов УВМПЭ/нано-ГАП?
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению



















