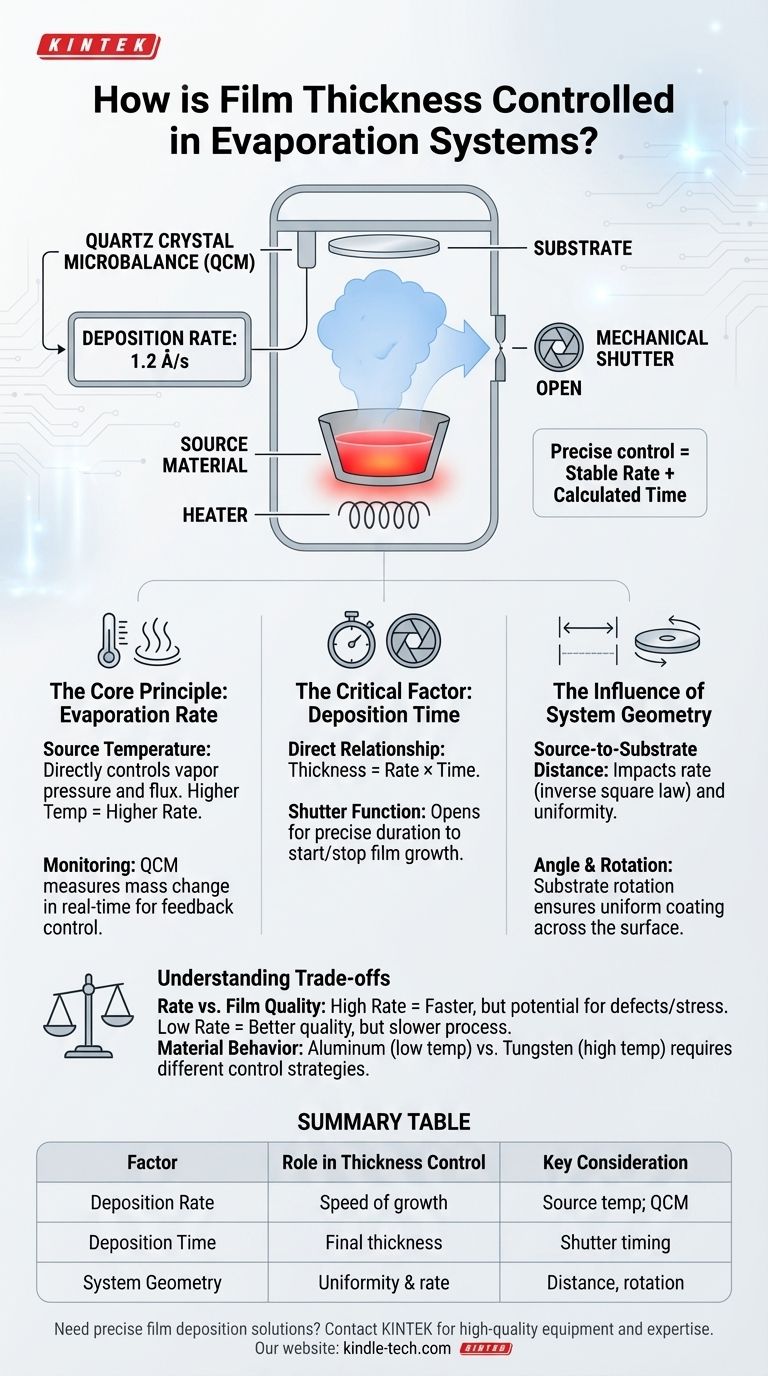
Коротко говоря, толщина пленки в системе испарения контролируется тремя основными факторами. Это скорость осаждения (которая определяется температурой исходного материала), общая продолжительность процесса осаждения и физическая геометрия системы, в частности, расстояние от источника до подложки.
Точный контроль толщины — это не манипулирование одним параметром. Это достижение стабильной, известной скорости осаждения, а затем выдержка подложки в течение точно рассчитанного промежутка времени.

Основной принцип: скорость испарения
Основой контроля толщины является установление стабильной и предсказуемой скорости, с которой материал накапливается на подложке. Эта скорость не устанавливается напрямую; она является результатом других физических параметров.
Роль температуры
Температура исходного материала (испаряемого вещества) является основным двигателем процесса.
Нагрев источника увеличивает его давление пара. Это давление, при котором материал находится в равновесии между его твердой/жидкой и газообразной фазами.
Более высокая температура приводит к гораздо более высокому давлению пара, заставляя значительно больше атомов или молекул покидать источник и перемещаться через вакуумную камеру. Это напрямую увеличивает скорость осаждения.
Мониторинг и стабилизация скорости
Для достижения определенной толщины необходимо сначала достичь стабильной скорости. Незначительные колебания температуры источника приведут к дрейфу скорости, что поставит под угрозу конечную толщину.
В передовых системах используется кварцевый микробаланс (QCM) для мониторинга скорости осаждения в реальном времени, что позволяет осуществлять обратную связь для поддержания постоянной скорости.
Критический фактор: время осаждения
После установления стабильной скорости осаждения время становится наиболее прямым и простым параметром для контроля.
Прямая зависимость
Зависимость проста: Конечная толщина = Скорость осаждения × Время.
Например, если вы установите стабильную скорость 1 Ангстрем в секунду (Å/с), осаждение в течение 100 секунд даст пленку толщиной 100 Å.
Функция затвора
Почти все системы испарения используют механический затвор, расположенный между источником и подложкой.
Затвор остается закрытым, пока вы нагреваете источник и стабилизируете скорость осаждения. Когда вы готовы, затвор открывается на точно необходимое время, а затем закрывается, чтобы резко остановить рост пленки.
Влияние геометрии системы
Физическое расположение камеры осаждения оказывает глубокое и часто недооцениваемое влияние на конечную пленку.
Расстояние от источника до подложки
Расстояние между источником испарения и подложкой имеет решающее значение. Поток испаряемого материала уменьшается с расстоянием, как правило, следуя закону обратных квадратов.
Увеличение этого расстояния снижает скорость осаждения, что означает, что для получения той же толщины требуется более длительное время осаждения. Однако большее расстояние часто улучшает однородность пленки по всей подложке.
Угол падения
Угол, под которым пары материала попадают на подложку, также влияет на толщину. Области подложки непосредственно над источником получат больше материала и образуют более толстую пленку, чем области по краям.
Именно поэтому многие системы включают вращение подложки для усреднения этих геометрических эффектов и достижения лучшей однородности.
Понимание компромиссов
Контроль толщины пленки включает в себя балансирование конкурирующих факторов для достижения желаемого результата.
Скорость против качества пленки
Высокая скорость осаждения быстрее и идеально подходит для высокопроизводительных приложений. Однако она иногда может приводить к образованию пленок с более высоким напряжением, большим количеством структурных дефектов или более низкой плотностью.
Низкая скорость осаждения обычно производит более качественные, более плотные пленки, но увеличивает время процесса и риск включения загрязнений из вакуумной камеры.
Поведение, специфичное для материала
Каждый материал имеет уникальную кривую давления пара. Такие материалы, как алюминий, испаряются при относительно низких температурах, что облегчает контроль скорости.
Тугоплавкие металлы, такие как вольфрам или тантал, требуют чрезвычайно высоких температур, что делает стабильный контроль скорости гораздо более сложным.
Как применить это к вашему процессу
Ваша конкретная цель будет определять, какие переменные вы должны приоритизировать для оптимизации.
- Если ваша основная цель — высокая точность и качество: Используйте QCM для мониторинга скорости в реальном времени, выбирайте более медленную, более стабильную скорость осаждения и убедитесь, что ваш контроль температуры абсолютно надежен.
- Если ваша основная цель — высокая производительность: Стремитесь найти максимально возможную скорость осаждения, которая все еще обеспечивает приемлемое качество пленки для вашего применения.
- Если ваша основная цель — однородность пленки: Увеличьте расстояние от источника до подложки и используйте вращение подложки во время осаждения.
Освоение контроля толщины пленки — это вопрос систематического балансирования этих взаимосвязанных переменных для удовлетворения требований вашего материала и применения.
Сводная таблица:
| Фактор | Роль в контроле толщины | Ключевое соображение |
|---|---|---|
| Скорость осаждения | Определяет скорость роста пленки | Контролируется температурой источника; отслеживается с помощью QCM |
| Время осаждения | Напрямую устанавливает конечную толщину | Точно управляется с помощью механического затвора |
| Геометрия системы | Влияет на однородность и эффективную скорость | Оптимизируйте расстояние от источника до подложки и используйте вращение подложки |
Нужно точное и надежное осаждение пленки для ваших исследований или производства? KINTEK специализируется на высококачественном лабораторном оборудовании, включая системы испарения и расходные материалы, разработанные для обеспечения беспрецедентного контроля над толщиной и качеством пленки. Наши эксперты помогут вам выбрать правильную систему и оптимизировать ваш процесс для вашего конкретного материала и применения. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши лабораторные потребности и достичь превосходных результатов.
Визуальное руководство
Связанные товары
- Напыление методом электронно-лучевого испарения Золотое покрытие Вольфрамовый молибденовый тигель для испарения
- Тигель из бескислородной меди для нанесения покрытий методом электронно-лучевого испарения и испарительная лодочка
- Испарительная лодочка из молибдена, вольфрама и тантала для высокотемпературных применений
- Полусферическая донная вольфрамовая молибденовая испарительная лодочка
- Выпарительный тигель для органического вещества
Люди также спрашивают
- Каков ток электронно-лучевого испарения? Руководство по нанесению высокочистых тонких пленок
- Для чего используется электронно-лучевое напыление? Прецизионное нанесение покрытий для оптики, аэрокосмической и электронной промышленности
- Что такое электронно-лучевое напыление? Достижение высокочистого нанесения тонких пленок для вашей лаборатории
- Как называется контейнер, в котором находится металлический исходный материал при электронно-лучевом испарении? Обеспечьте чистоту и качество при осаждении тонких пленок
- Каковы области применения электронно-лучевого напыления? Получение высокочистых покрытий для оптики и электроники















