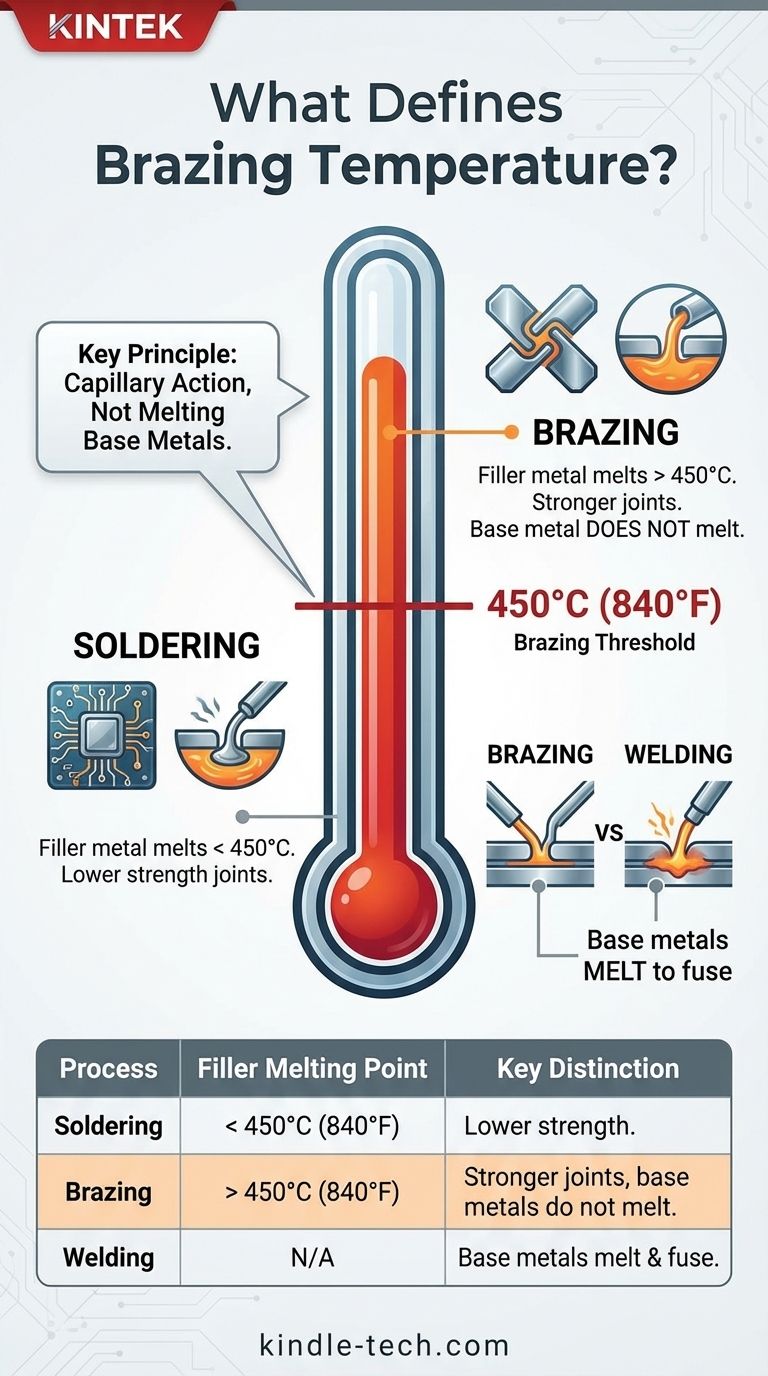
Паяние твердым припоем определяется пороговой температурой. Согласно Американскому сварочному обществу (AWS) и международным стандартам, процесс соединения металлов считается пайкой твердым припоем, если в нем используется присадочный металл, который плавится при температуре выше 450°C (840°F). Важно отметить, что при этом процессе базовые металлы нагреваются, но никогда не плавятся, что гарантирует сохранение их основной структуры.
Отметка в 450°C (840°F) является общепринятой границей между пайкой твердым и мягким припоем. Однако истинный принцип пайки твердым припоем заключается не в конкретной температуре, а в акте соединения металлов с использованием расплавленного присадочного металла без плавления самих базовых материалов.
Паяние твердым припоем против пайки мягким припоем: критический температурный рубеж
Различие между пайкой твердым и мягким припоем не является произвольным. Это классификация, основанная на возможностях и характеристиках присадочных металлов и получаемых соединений.
Конвенция 450°C (840°F)
Эта температура является общепринятым порогом, отделяющим пайку мягким припоем от пайки твердым припоем. Если температура ликвидуса (температура, при которой присадочный металл полностью расплавлен) ниже этого значения, процесс называется пайкой мягким припоем. Если ликвидус выше этого значения, процесс называется пайкой твердым припоем.
Почему эта температура имеет значение
Это различие напрямую связано с прочностью соединения. Присадочные металлы, используемые для пайки твердым припоем, металлургически отличаются от мягких припоев, создавая соединения, которые значительно прочнее и лучше подходят для применений с высокими нагрузками или высокими температурами. Соединения, выполненные мягким припоем, хотя и полезны, обладают значительно меньшей механической прочностью.
За порогом: что определяет фактическую температуру пайки твердым припоем?
Хотя 450°C — это минимальный порог, большинство операций пайки твердым припоем проводятся при гораздо более высоких температурах. Точная температура полностью определяется задействованными материалами.
Роль присадочного металла
Конкретная температура пайки твердым припоем определяется температурой плавления сплава присадочного металла. Различные сплавы выбираются в зависимости от соединяемых базовых металлов и желаемых свойств конечного соединения.
Например, распространенные серебряные присадочные сплавы для пайки плавятся при температуре от 620°C до 845°C (1150°F до 1550°F). Пайка твердым припоем стали медью часто проводится в печи при температуре около 1120°C (2050°F).
Важность капиллярного действия
Пайка твердым припоем работает за счет капиллярного действия, при котором расплавленный присадочный металл затягивается в узкий зазор между базовыми металлами. Сборка должна быть нагрета до температуры, лишь немного превышающей температуру плавления присадки, чтобы обеспечить ее полное растекание и формирование прочной, непрерывной связи.
Чем пайка твердым припоем отличается от сварки
Крайне важно не путать пайку твердым припоем со сваркой. Сварка работает за счет плавления самих базовых металлов, заставляя их сплавляться вместе, часто с добавлением присадочного материала. Пайка твердым припоем никогда не плавит базовые металлы, что делает этот процесс менее термически агрессивным.
Понимание компромиссов
Выбор температуры пайки твердым припоем — это не просто соответствие определению; это баланс между техническими требованиями и потенциальными недостатками.
Ввод тепла и деформация
Более высокие температуры пайки твердым припоем вносят больше тепловой энергии в сборку. Это может изменить свойства базовых металлов (например, отменить предыдущую термообработку) или вызвать коробление и деформацию, что является критической проблемой для прецизионных компонентов.
Выбор присадочного металла и стоимость
Выбор присадочного металла определяет температуру, которая, в свою очередь, влияет на стоимость и производительность. Низкотемпературные серебряные присадочные сплавы для пайки часто дороже высокотемпературных медных присадок, но они снижают риск термического повреждения базовых деталей.
Прочность соединения и рабочая температура
Температура пайки твердым припоем связана с производительностью конечного соединения. Высокотемпературные присадочные сплавы для пайки (например, никелевые присадки) обычно используются для создания соединений, которые должны надежно работать в условиях высоких температур, например, в реактивном двигателе.
Как применить это к вашему проекту
Используйте температурный порог как руководство для выбора правильного процесса для вашей конкретной цели.
- Если ваша основная цель — соединение термочувствительных компонентов или минимизация деформации: Рассмотрите пайку мягким припоем или низкотемпературные присадочные сплавы для пайки твердым припоем, которые работают чуть выше порога 450°C.
- Если ваша основная цель — достижение максимальной прочности соединения для конструкционных применений: Вам понадобятся высокотемпературные присадочные сплавы для пайки твердым припоем, такие как медные или никелевые присадки, которые требуют контроля в печи при температурах, значительно превышающих 1000°C.
- Если ваша основная цель — просто различение процессов: Запомните правило — если присадка плавится ниже 450°C, это пайка мягким припоем; если она плавится выше 450°C, не плавя базовый металл, это пайка твердым припоем.
Понимание этого основного принципа позволяет вам выбрать правильный процесс соединения в зависимости от свойств материала и требований к производительности.
Сводная таблица:
| Процесс | Температура плавления присадочного металла | Ключевое различие |
|---|---|---|
| Пайка мягким припоем | Ниже 450°C (840°F) | Соединения меньшей прочности для менее ответственных применений. |
| Пайка твердым припоем | Выше 450°C (840°F) | Более прочные соединения; базовые металлы нагреваются, но НЕ плавятся. |
| Сварка | Н/П (Плавятся базовые металлы) | Базовые металлы плавятся для сплавления вместе. |
Готовы получить идеальные, высокопрочные паяные соединения твердым припоем? Точный контроль температуры лабораторной печи KINTEK необходим для успешной пайки твердым припоем, гарантируя, что ваш присадочный металл правильно растечется, не повредив ваши базовые материалы. Независимо от того, работаете ли вы с чувствительными компонентами или высокотемпературными сплавами, наши эксперты помогут вам выбрать идеальное оборудование для вашего проекта. Свяжитесь с KINTEK сегодня, чтобы обсудить ваши конкретные задачи по соединению металлов и узнать, как наши лабораторные решения могут улучшить ваши результаты.
Визуальное руководство
Связанные товары
- Лабораторная кварцевая трубчатая печь 1700℃ с трубчатой печью из оксида алюминия
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Раздельная трубчатая печь 1200℃ с кварцевой трубой лабораторная трубчатая печь
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Какие меры предосторожности следует соблюдать при использовании трубчатой печи? Обеспечение безопасной и эффективной высокотемпературной обработки
- Каковы преимущества трубчатых печей? Обеспечение превосходного контроля температуры и атмосферы
- Для чего используется трубчатая печь? Прецизионный нагрев для синтеза и анализа материалов
- Как работает трубчатая печь? Освоение точного контроля температуры и атмосферы
- Какую трубку используют для трубчатой печи? Выберите правильный материал для температуры и атмосферы



















