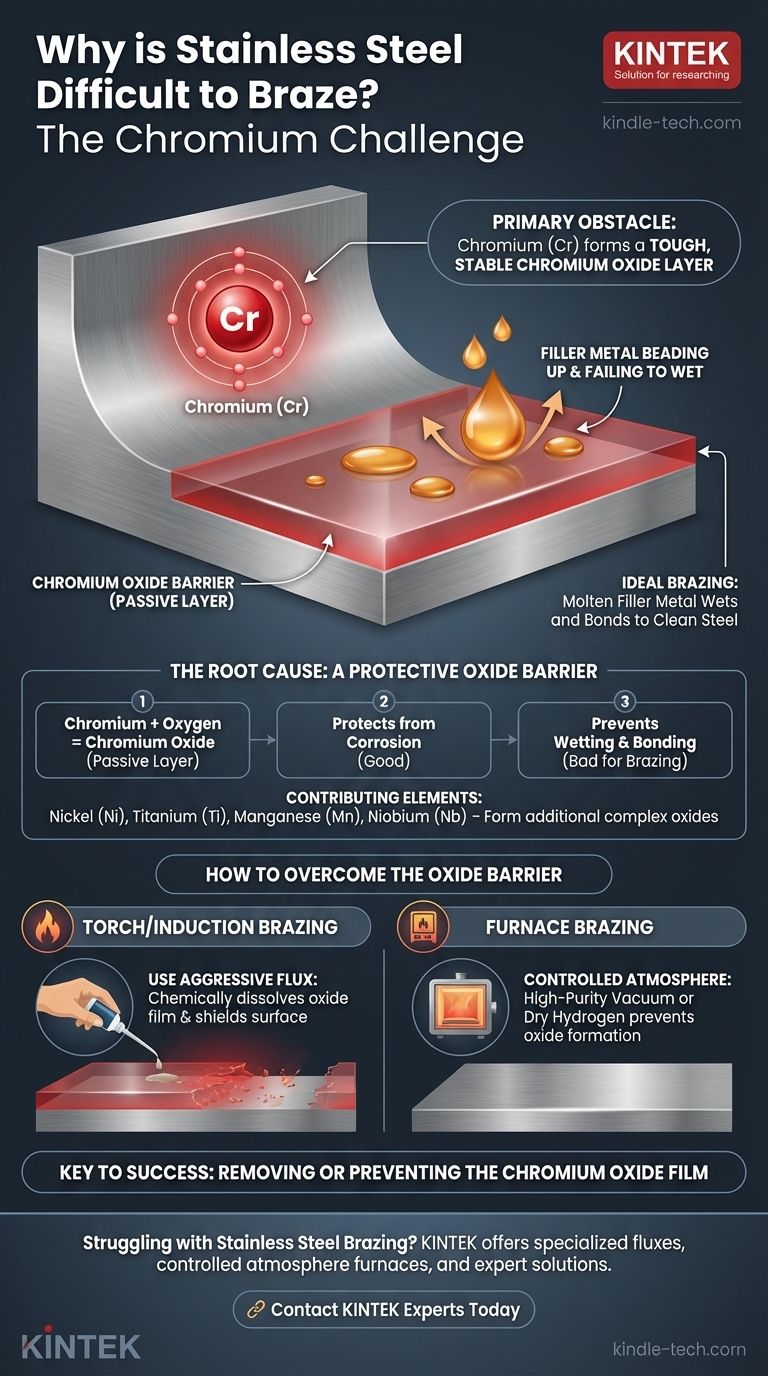
Основным элементом, который затрудняет пайку нержавеющей стали, является хром (Cr). Хотя он необходим для характерной для этого материала коррозионной стойкости, хром легко образует на поверхности прочный, стабильный и невидимый слой оксида хрома. Эта оксидная пленка действует как барьер, не позволяя расплавленному припою должным образом смачивать сталь и сцепляться с ней.
Основная проблема при пайке нержавеющей стали заключается не в самом металле, а в стойком и самовосстанавливающемся оксидном слое, который он образует. Успешная пайка этого материала полностью зависит от удаления этой пленки оксида хрома до и во время процесса нагрева.

Первопричина: Защитный оксидный барьер
Свойство, которое делает нержавеющую сталь «нержавеющей» — ее коррозионная стойкость — является тем, что создает основное препятствие для пайки. Это свойство называется пассивацией.
Двойная роль хрома
Хром, добавляемый в сталь, вступает в реакцию с кислородом воздуха, образуя очень тонкий инертный слой оксида хрома.
Этот пассивный слой чрезвычайно стабилен и мгновенно восстанавливается при царапине, защищая основную сталь от ржавчины и коррозии.
Однако при пайке этот же защитный слой мешает расплавленному припою обеспечить тесный контакт на атомном уровне, необходимый для прочной металлургической связи.
Как оксидный слой препятствует пайке
Для успешной пайки припой должен «смачивать» основной материал, то есть течь и равномерно растекаться по поверхности.
Пленка оксида хрома плохо смачивается. Расплавленный припой будет собираться в капли на поверхности оксида, подобно воде на вощеном автомобиле, вместо того чтобы растекаться и прилипать к основному металлу.
Влияние других легирующих элементов
Хотя хром является основным виновником, другие элементы, присутствующие в различных марках нержавеющей стали, также способствуют этой проблеме.
Такие элементы, как никель (Ni), титан (Ti), марганец (Mn) и ниобий (Nb), также образуют свои собственные стабильные оксиды. Они могут создавать еще более сложные оксидные пленки на поверхности, что еще больше усложняет процесс пайки.
Понимание практических последствий
Неспособность справиться с этим оксидным слоем является наиболее частой причиной неудач при пайке нержавеющей стали, что приводит к слабым соединениям или полному отсутствию сцепления.
Необходимость агрессивного флюса
Поскольку оксид хрома настолько стабилен и его трудно удалить, стандартные паяльные флюсы, используемые для углеродистой стали или меди, неэффективны.
Требуется специализированный, химически агрессивный паяльный флюс для нержавеющей стали. Его задача — химически растворить оксидную пленку во время нагрева и защитить поверхность от повторного окисления.
Альтернатива: Контролируемые атмосферы
Альтернативой флюсу является предотвращение образования оксида в первую очередь. Это принцип печной пайки.
При пайке в вакууме высокой чистоты или в атмосфере сухого водорода практически отсутствует кислород, который мог бы реагировать с хромом. Это сохраняет поверхность чистой и готовой к приему припоя.
Как подходить к пайке нержавеющей стали
Успешная пайка нержавеющей стали требует прямого подхода к борьбе с оксидным слоем до и во время процесса нагрева. Ваш подход будет зависеть от метода.
- Если ваш основной фокус — газовая или индукционная пайка: Вы должны использовать специализированный, агрессивный флюс, разработанный специально для нержавеющей стали, для химического удаления оксида хрома.
- Если ваш основной фокус — печная пайка: Вы должны использовать контролируемую атмосферу, такую как вакуум высокой чистоты или сухой водород, чтобы предотвратить образование оксидного слоя при высоких температурах.
В конечном счете, понимание того, что истинное препятствие — это оксидная пленка, а не сам металл, является ключом к достижению успешной и надежной пайки.
Сводная таблица:
| Элемент | Роль в нержавеющей стали | Влияние на пайку |
|---|---|---|
| Хром (Cr) | Обеспечивает коррозионную стойкость | Образует стабильный оксид хрома, который препятствует смачиванию |
| Никель (Ni), Титан (Ti) | Улучшает определенные свойства | Могут образовывать дополнительные оксиды, еще больше усложняя пайку |
Испытываете трудности с пайкой компонентов из нержавеющей стали? Ключ к прочной и надежной пайке — преодоление стойкого оксидного слоя хрома. KINTEK специализируется на лабораторном оборудовании и расходных материалах, предоставляя правильные инструменты и опыт — от специализированных флюсов до печей с контролируемой атмосферой — для обеспечения успеха вашего процесса пайки. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и добиться идеальных результатов!
Визуальное руководство