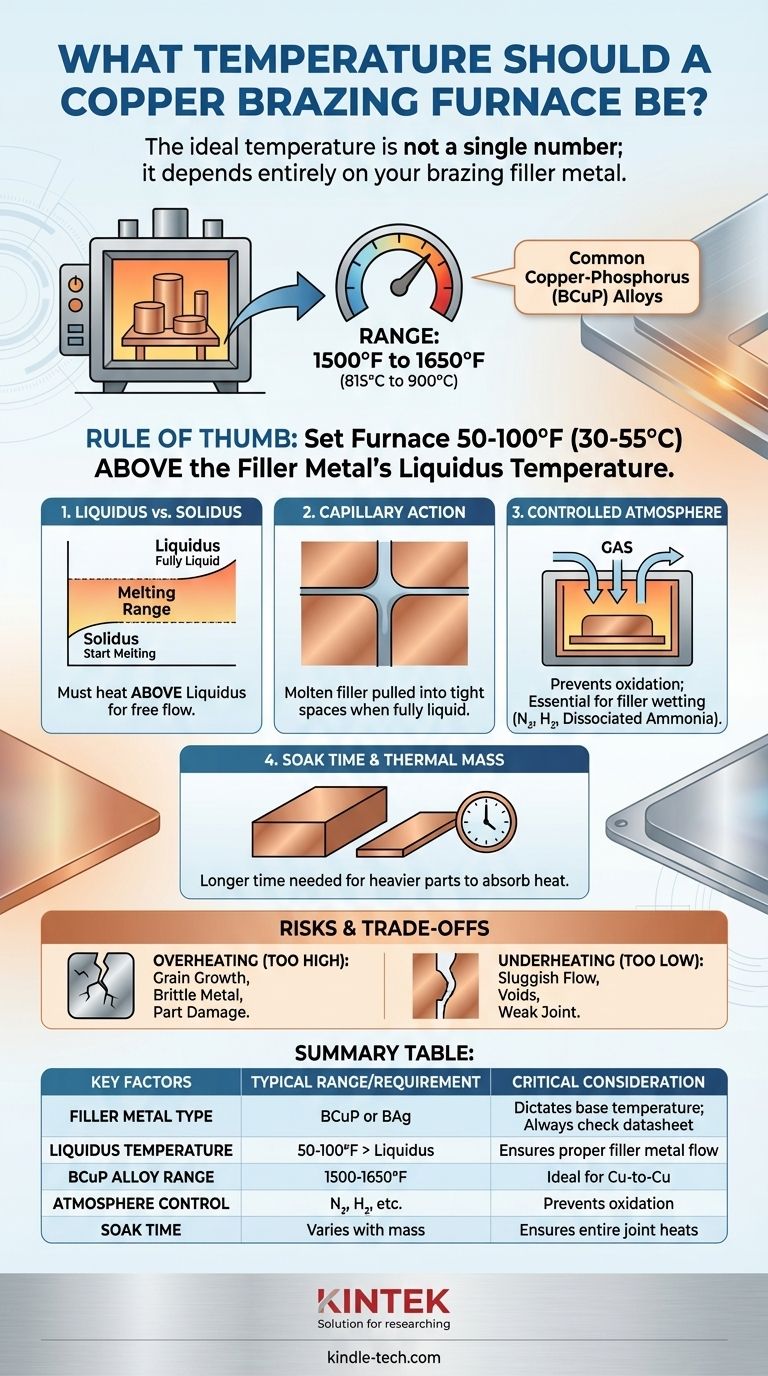
Идеальная температура для печи пайки меди не является фиксированным числом; она полностью определяется конкретным припоем (сплавом), который вы используете. Печь должна быть настроена на температуру, которая безопасно выше температуры ликвидуса (полностью жидкого состояния) припоя, но значительно ниже температуры плавления основного металла – меди. Для распространенных медно-фосфорных сплавов этот диапазон обычно составляет от 1500°F до 1650°F (от 815°C до 900°C).
Основной принцип пайки заключается в расплавлении припоя, а не соединяемых деталей. Поэтому вы всегда должны сверяться с техническим паспортом вашего конкретного паяльного сплава и устанавливать температуру печи на 50-100°F (30-55°C) выше указанной температуры ликвидуса, чтобы обеспечить надлежащее растекание.
Почему припой диктует температуру
Успешная пайка зависит от того, чтобы припой стал полностью жидким, чтобы он мог быть втянут в соединение посредством капиллярного действия. Свойства этого припоя, а не самой меди, являются определяющим фактором для настроек вашей печи.
Понимание ликвидуса и солидуса
Каждый паяльный сплав имеет диапазон плавления, определяемый двумя температурами. Солидус — это температура, при которой сплав начинает плавиться, а ликвидус — это температура, при которой он становится полностью жидким.
Чтобы припой свободно тек и создавал прочное соединение, вся область соединения должна быть нагрета выше температуры ликвидуса.
Роль капиллярного действия
Капиллярное действие — это сила, которая втягивает расплавленный припой в узкое пространство между двумя медными деталями. Это явление эффективно работает только тогда, когда припой полностью жидкий и текучий.
Если температура в печи слишком низкая (ниже ликвидуса), припой будет вязким и густым, что помешает ему полностью заполнить соединение и приведет к слабому соединению с пустотами.
Распространенные сплавы для пайки меди
Различные сплавы имеют разные температуры ликвидуса. Для соединений медь-медь сплавы BCuP (медь-фосфор) чрезвычайно распространены, потому что фосфор действует как флюсующий агент, устраняя необходимость в отдельном флюсе.
Для соединения меди с другими металлами, такими как сталь или латунь, используются сплавы BAg (на основе серебра), и их температурные требования будут значительно отличаться. Всегда проверяйте спецификации сплава.
Настройка печи: больше, чем просто число
Достижение правильной температуры — это лишь часть процесса. Для успешной печной пайки критически важны несколько других факторов.
Важность контролируемой атмосферы
Нагревание меди до температуры пайки на открытом воздухе вызовет сильное поверхностное окисление. Этот оксидный слой препятствует "смачиванию" медных поверхностей припоем, делая соединение невозможным.
Печная пайка должна производиться в защитной атмосфере (например, азота, водорода или диссоциированного аммиака), чтобы вытеснить кислород и поддерживать чистоту деталей на протяжении всего цикла нагрева и охлаждения.
Время выдержки и тепловая масса
Дисплей температуры печи показывает температуру воздуха, а не деталей. Сами детали, особенно если они толстые или тяжелые, нуждаются во времени для поглощения тепла.
Этот период называется временем выдержки — продолжительностью, в течение которой детали выдерживаются при температуре пайки. Для деталей с большей тепловой массой требуется более длительное время выдержки, чтобы обеспечить достижение необходимой температуры в области соединения для растекания припоя.
Понимание рисков и компромиссов
Неправильная установка температуры печи в любом направлении приведет к неудачным соединениям.
Опасность перегрева
Установка слишком высокой температуры приводит к потере энергии и создает риски. Чрезмерный нагрев может вызвать рост зерна в меди, что может сделать металл хрупким и слабым вблизи соединения.
В крайних случаях вы можете приблизиться к точке плавления самой меди (1984°F / 1085°C), что приведет к разрушению деталей.
Проблема с недогревом
Недогрев является наиболее частой причиной плохого паяного соединения. Если температура в печи слишком близка к точке ликвидуса припоя или ниже ее, сплав не будет растекаться должным образом.
Это приводит к неполному заполнению, оставляя зазоры и пустоты, которые серьезно снижают прочность и целостность конечного соединения.
Правильный выбор для вашего применения
Используйте свойства выбранного припоя в качестве окончательного руководства для настройки вашей печи.
- Если ваша основная задача — соединение меди с медью: Вы, вероятно, используете сплав BCuP. Установите температуру в печи на 50-100°F (30-55°C) выше указанной температуры ликвидуса сплава, что поместит ваше рабочее окно в диапазон 1500-1650°F (815-900°C).
- Если ваша основная задача — пайка меди с другим металлом: Вам понадобится другой сплав, вероятно, сплав BAg (серебряный). Вы должны ознакомиться с его техническим паспортом, так как его требуемый температурный диапазон будет отличаться от диапазона сплавов BCuP.
- Если вы сталкиваетесь с непостоянными результатами: Во-первых, убедитесь, что ваша печь откалибрована и обеспечивает равномерный нагрев. Во-вторых, убедитесь, что ваша защитная атмосфера чиста и эффективно предотвращает окисление поверхностей деталей до и во время цикла пайки.
Овладение контролем температуры и атмосферы в печи является критически важным первым шагом к созданию постоянно прочных и надежных паяных соединений.
Сводная таблица:
| Ключевой фактор | Типичный диапазон/требование | Критическое соображение |
|---|---|---|
| Тип припоя | BCuP (медь-фосфор) или BAg (серебро) | Определяет базовую температуру; всегда проверяйте технический паспорт сплава |
| Температура ликвидуса | 50-100°F (30-55°C) выше точки ликвидуса сплава | Обеспечивает надлежащее растекание припоя посредством капиллярного действия |
| Общий диапазон сплавов BCuP | от 1500°F до 1650°F (от 815°C до 900°C) | Идеально подходит для соединений медь-медь; фосфор действует как флюс |
| Контроль атмосферы | Азот, водород или диссоциированный аммиак | Предотвращает окисление для надлежащего смачивания и соединения |
| Время выдержки | Варьируется в зависимости от тепловой массы детали | Обеспечивает достижение целевой температуры во всем соединении |
Нужна печь, которая обеспечивает точный контроль температуры и надежную атмосферу для безупречной пайки меди? KINTEK специализируется на высокопроизводительных лабораторных печах и оборудовании, разработанном для стабильных результатов пайки. Наши эксперты помогут вам выбрать правильную систему для ваших конкретных сплавов и требований применения. Свяжитесь с нами сегодня, чтобы обсудить ваши потребности в пайке и обеспечить прочные, надежные соединения каждый раз!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь с контролируемой атмосферой 1200℃, печь с азотной инертной атмосферой
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Для чего лучше всего использовать пайку? Соединение разнородных металлов и сложных сборок
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Что такое пайка в термообработке? Достижение превосходного качества и эффективности соединений



















