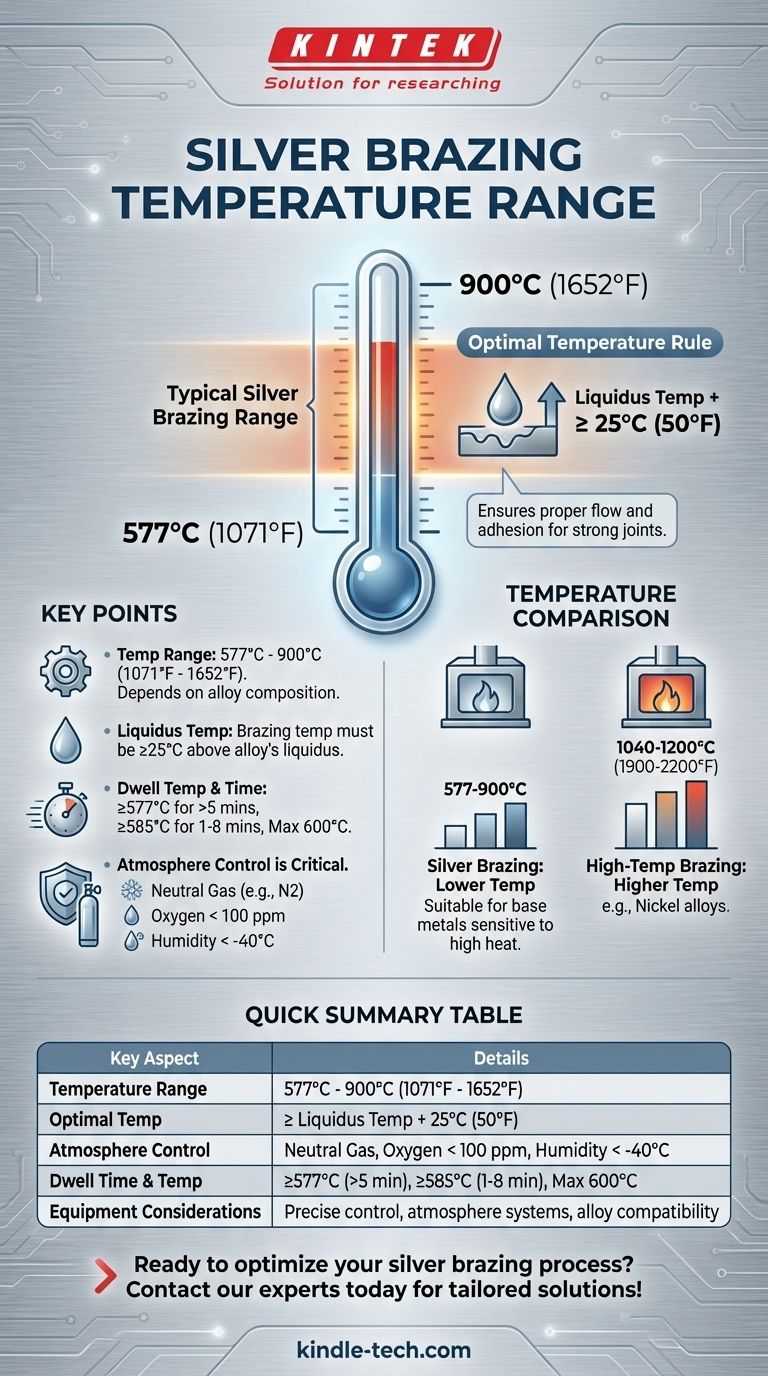
Серебряная пайка, процесс, используемый для соединения металлов, включает нагрев присадочного металла (сплава на основе серебра) до температуры выше его точки плавления, но ниже температуры плавления соединяемых основных металлов. Температурный диапазон для серебряной пайки, как правило, зависит от используемого конкретного сплава, но обычно составляет от 577°C (1071°F) до 900°C (1652°F). Оптимальная температура, как правило, как минимум на 25°C (50°F) выше температуры ликвидуса паяльного сплава, чтобы обеспечить надлежащее растекание и адгезию. Ключевые факторы, влияющие на температурный диапазон, включают состав сплава, соединяемые основные металлы и желаемую прочность соединения. Надлежащий контроль атмосферы, такой как поддержание нейтральной газовой среды с низким содержанием кислорода и влажности, также имеет решающее значение для успешной пайки.

Объяснение ключевых моментов:
-
Температурный диапазон для серебряной пайки:
- Серебряная пайка обычно осуществляется в температурном диапазоне от 577°C (1071°F) до 900°C (1652°F). Этот диапазон гарантирует, что присадочный металл расплавится и растечется должным образом, не повреждая основные металлы.
- Точная температура зависит от используемого конкретного серебряного сплава, поскольку разные сплавы имеют разную температуру плавления.
-
Важность температуры ликвидуса:
- Температура пайки должна быть как минимум на 25°C (50°F) выше температуры ликвидуса паяльного сплава. Температура ликвидуса — это точка, в которой сплав становится полностью жидким.
- Поддержание температуры выше этого значения гарантирует, что присадочный металл растечется адекватно для формирования прочных и долговечных соединений.
-
Выбор оптимальной температуры:
- Предпочтительна самая низкая возможная температура в рекомендуемом диапазоне, чтобы минимизировать термическое напряжение в основных металлах и снизить энергопотребление.
- Например, если температура ликвидуса серебряного сплава составляет 600°C (1112°F), температура пайки должна быть не менее 625°C (1157°F).
-
Контроль атмосферы:
- Контролируемая атмосфера имеет решающее значение для успешной пайки. Среда должна быть свободна от окислителей, кислорода и влаги.
- Идеальные условия включают:
- Нейтральный газ (например, чистый азот).
- Содержание кислорода < 100 ppm.
- Влажность < -40°C.
- Это предотвращает окисление и обеспечивает надлежащее смачивание присадочного металла.
-
Температура выдержки и время:
- Температура выдержки (температура, поддерживаемая во время пайки) и продолжительность являются критически важными параметрами.
- Для серебряной пайки типичные параметры включают:
- ≥577°C (1071°F) в течение более 5 минут.
- ≥585°C (1085°F) в течение 1–8 минут.
- Максимальная температура 600°C (1112°F) во избежание перегрева.
-
Сравнение с высокотемпературной пайкой:
- Серебряная пайка проводится при более низких температурах по сравнению с высокотемпературной пайкой таких материалов, как никелевые сплавы, которая происходит при 1040–1200°C (1900–2200°F).
- Это делает серебряную пайку подходящей для соединения материалов, которые не выдерживают чрезвычайно высоких температур.
-
Практические соображения для покупателей оборудования:
- При выборе паяльного оборудования убедитесь, что оно может поддерживать точный контроль температуры в требуемом диапазоне.
- Рассмотрите необходимость систем контроля атмосферы, таких как вакуумные печи или среды инертного газа, для достижения оптимальных условий пайки.
- Оцените совместимость оборудования с конкретными используемыми серебряными сплавами и основными металлами.
Понимая эти ключевые моменты, покупатели оборудования и расходных материалов могут принимать обоснованные решения относительно материалов и инструментов, необходимых для успешных операций серебряной пайки.
Сводная таблица:
| Ключевой аспект | Подробности |
|---|---|
| Температурный диапазон | От 577°C (1071°F) до 900°C (1652°F) |
| Температура ликвидуса | Температура пайки ≥ 25°C (50°F) выше температуры ликвидуса для надлежащего растекания |
| Контроль атмосферы | Нейтральный газ, кислород < 100 ppm, влажность < -40°C |
| Температура выдержки и время | ≥577°C (1071°F) в течение >5 мин, ≥585°C (1085°F) в течение 1–8 мин, макс. 600°C (1112°F) |
| Соображения по оборудованию | Точный контроль температуры, системы контроля атмосферы, совместимость сплава/основного металла |
Готовы оптимизировать свой процесс серебряной пайки? Свяжитесь с нашими экспертами сегодня для получения индивидуальных решений!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для спекания стоматологического фарфора и циркония, устанавливаемая у кресла пациента, с трансформатором
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде



















