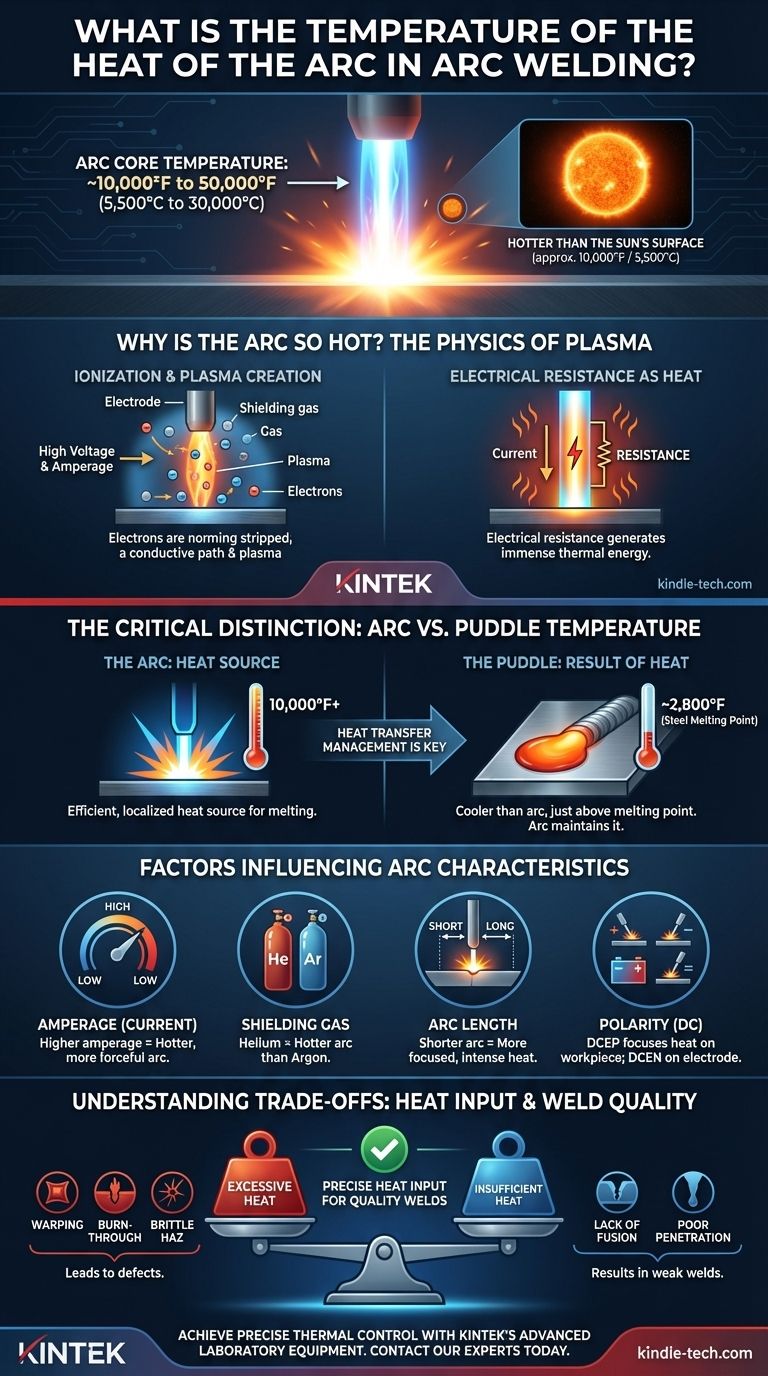
Температура в ядре сварочной дуги ошеломляюще высока и достигает примерно от 10 000°F до более чем 50 000°F (от 5 500°C до 30 000°C). Этот диапазон намного горячее, чем поверхность Солнца, которая составляет около 10 000°F / 5 500°C. Этот экстремальный жар необходим для мгновенного расплавления основного металла и присадочного материала, создавая расплавленную сварочную ванну, которая формирует шов.
Основная идея заключается не в конкретной температуре, а в понимании разницы между теплом дуги и фактическим теплом, передаваемым на обрабатываемую деталь. Мастерство сварщика заключается в контроле факторов, управляющих этой теплопередачей, поскольку именно это определяет качество и целостность конечного сварного шва.

Почему дуга такая горячая? Физика плазмы
Интенсивный жар сварочной дуги является прямым результатом преобразования электрической энергии в тепловую энергию через состояние материи, называемое плазмой.
Создание плазменного состояния
Когда между электродом и обрабатываемой деталью инициируется электрический ток высокого напряжения и высокого ампеража, он срывает электроны с атомов защитного газа. Этот процесс, называемый ионизацией, создает перегретый, электропроводящий столб газа, известный как плазма.
Электрическое сопротивление как тепло
Этот плазменный столб не является идеальным проводником. Он обладает электрическим сопротивлением, и по мере протекания через него массивного тока от источника питания для сварки это сопротивление генерирует огромное количество тепловой энергии. Это источник невероятной температуры дуги.
Критическое различие: Температура дуги против температуры ванны
Многие специалисты ошибочно используют термины «температура дуги» и «температура сварного шва» как взаимозаменяемые. Понимание разницы имеет основополагающее значение для контроля сварочного процесса.
Дуга: Источник тепла
Представьте сварочную дугу как конфорку газовой плиты. Ее цель — быть невероятно эффективным, локализованным источником тепла. Ее температура выше 10 000°F позволяет ей выполнять свою работу по расплавлению металла при контакте.
Ванна: Результат подводимого тепла
Сама расплавленная сварочная ванна намного холоднее дуги. Ее температура лишь немного превышает температуру плавления свариваемого металла. Например, температура плавления стали составляет около 2 800°F (1 538°C). Энергия дуги используется для создания и поддержания этой ванны, а не для повышения всей ванны до температуры дуги.
Факторы, влияющие на характеристики дуги
Температура и поведение дуги не являются статичными. Это динамические переменные, которыми умелый сварщик манипулирует для достижения желаемого результата.
Состав защитного газа
Тип используемого защитного газа оказывает глубокое влияние на дугу. Например, гелий обладает более высокой теплопроводностью, чем аргон, что приводит к более горячей дуге, обеспечивающей более широкую картину тепла и более глубокое проплавление, что полезно для толстого алюминия или меди.
Сила тока (Ампераж)
Сила тока — это самый прямой контроль над подводимым теплом. Увеличение силы тока заставляет больше электрического тока проходить через плазму, увеличивая ее сопротивление и генерируя более горячую и сильную дугу.
Длина дуги
Длина дуги — расстояние между электродом и обрабатываемой деталью — влияет на концентрацию тепла. Более короткая дуга более сфокусирована и интенсивна, концентрируя тепло в меньшей области. Более длинная дуга менее стабильна и рассеивает тепло по более широкой области.
Полярность (Сварка на постоянном токе)
При сварке на постоянном токе полярность определяет, где сосредоточена большая часть тепла.
- DCEP (Постоянный ток, электрод положительный): Около двух третей тепла концентрируется на обрабатываемой детали, обеспечивая более глубокое проплавление. Это стандарт для сварки покрытыми электродами и MIG.
- DCEN (Постоянный ток, электрод отрицательный): Тепло концентрируется на электроде. Это необходимо для сварки TIG, поскольку это предотвращает плавление вольфрамового электрода при расплавлении обрабатываемой детали.
Понимание компромиссов: Подводимое тепло и качество сварного шва
Цель состоит не просто в том, чтобы создать максимально горячую дугу. Цель состоит в том, чтобы доставить точное количество тепла, необходимое для конкретного соединения.
Опасность избыточного тепла
Слишком большое подводимое тепло, вызванное высоким током или медленной скоростью перемещения, приводит к серьезным дефектам. К ним относятся коробление (искажение), прожог на тонких материалах и большая, хрупкая зона, подверженная термическому воздействию (HAZ), которая ухудшает прочность основного металла.
Проблема недостаточного тепла
Слишком малое подводимое тепло, вызванное низким током или быстрой скоростью перемещения, не менее опасно. Это приводит к слабому сварному шву с недостаточным проваром (когда сварочный металл должным образом не сплавляется с основным металлом) и плохим проплавлением.
Как применить это к вашему проекту
Ваша цель — манипулировать характеристиками дуги для управления подводимым теплом для вашего конкретного применения.
- Если ваша основная цель — сварка тонких материалов: Ваша цель — минимизировать подводимое тепло, используя более низкую силу тока, более быструю скорость перемещения и процесс (например, TIG) или газ, который обеспечивает точный контроль с низкой энергией.
- Если ваша основная цель — достижение глубокого проплавления толстых пластин: Вам необходимо максимизировать эффективное подводимое тепло, используя более высокую силу тока, более медленную скорость перемещения и комбинацию процесса/газа (например, DCEP с газом с высоким содержанием гелия), которая направляет тепло в материал.
- Если ваша основная цель — сохранение свойств металла: Вы должны тщательно контролировать общее подводимое тепло, балансируя силу тока и скорость перемещения, чтобы зона, подверженная термическому воздействию (HAZ), оставалась как можно меньше.
В конечном счете, овладение дугой означает рассматривать ее температуру не как статичное число, а как динамический инструмент, которым вы управляете для достижения идеального сварного шва.
Сводная таблица:
| Сварочный фактор | Влияние на температуру дуги и подводимое тепло |
|---|---|
| Защитный газ | Гелий создает более горячую дугу, чем аргон, для более глубокого проплавления |
| Сила тока | Более высокая сила тока увеличивает температуру и силу дуги |
| Длина дуги | Более короткая дуга = более сфокусированное, интенсивное тепло |
| Полярность (постоянный ток) | DCEP концентрирует тепло на детали; DCEN на электроде |
Достигайте точного теплового контроля в ваших сварочных процессах с передовым лабораторным оборудованием KINTEK. Независимо от того, разрабатываете ли вы новые сварочные технологии, проверяете целостность материалов или анализируете зону, подверженную термическому воздействию (HAZ), наши высокотемпературные печи, плазменные системы и расходные материалы для испытаний материалов разработаны для поддержки ваших потребностей в исследованиях и разработках (R&D) и контроле качества. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут помочь вам оптимизировать подводимое тепло и обеспечить качество сварных швов.
Свяжитесь с командой лаборатории KINTEK прямо сейчас!
Визуальное руководство