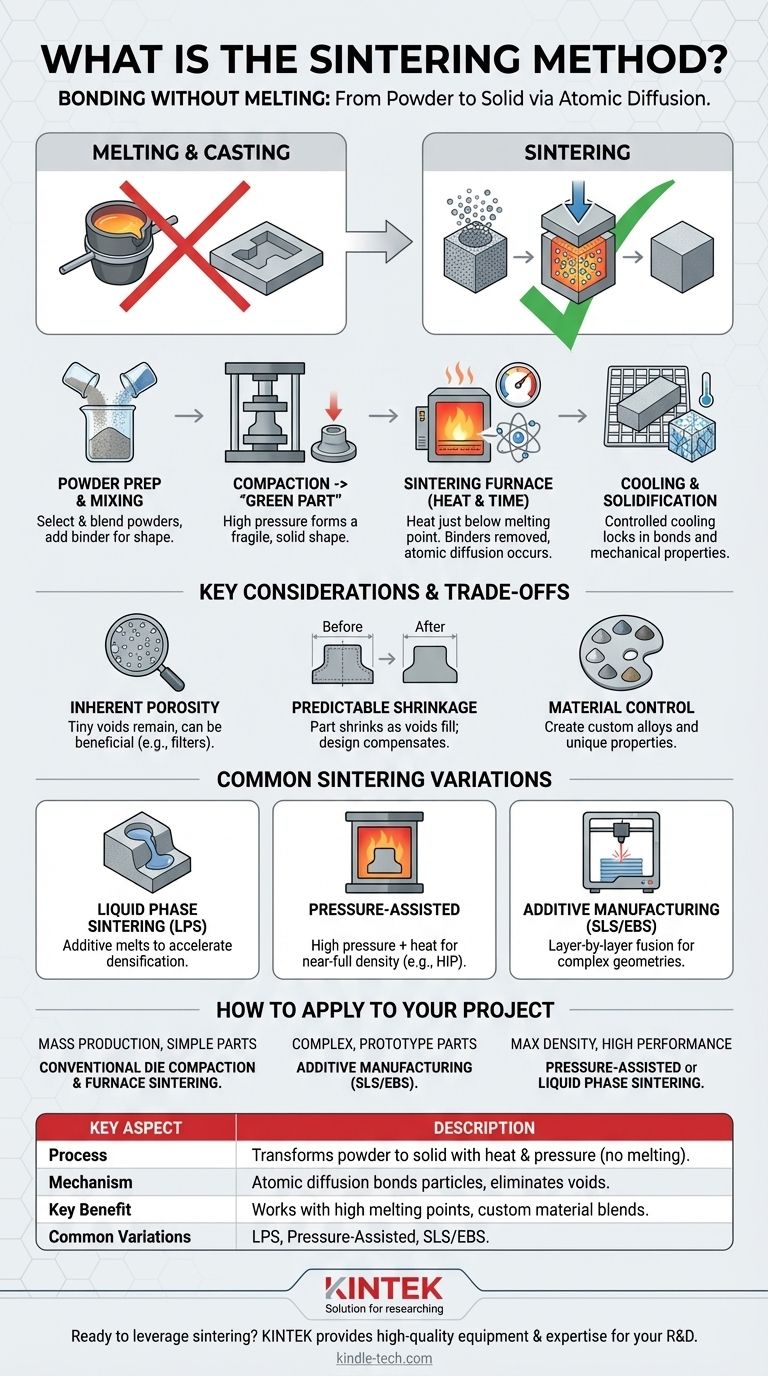
По сути, спекание — это производственный процесс, который превращает порошок в твердый, плотный объект с использованием тепла и давления. Важно отметить, что это достигается без нагрева материала до точки плавления, вместо этого используется атомное связывание для сплавления частиц порошка.
Основная проблема, которую решает спекание, заключается в том, как создавать прочные, сложные детали из материалов, которые трудно или неэффективно плавить и отливать. Решение состоит в использовании температуры для придания атомам достаточной энергии для диффузии через границы частиц, эффективно сваривая порошковый компакт в единую, твердую массу изнутри.

Фундаментальный принцип: связывание без плавления
Спекание является краеугольным камнем порошковой металлургии и производства передовой керамики. Оно основано на принципе, который отличается от литья или ковки.
От порошка к твердому телу
Отправной точкой для любой спеченной детали является мелкий порошок. Это может быть металл, керамика, пластик или смесь различных материалов. Процесс уплотняет этот порошок, а затем нагревает его, заставляя отдельные зерна связываться и уплотняться в цельный кусок.
Роль атомной диффузии
Вместо разжижения материала спекание нагревает его до температуры, при которой атомы становятся очень подвижными. Эта энергия позволяет атомам мигрировать через точки контакта между частицами порошка, постепенно заполняя пустоты и образуя прочные металлические или ковалентные связи. В результате отдельные частицы сливаются в единое поликристаллическое твердое тело.
Почему бы просто не расплавить?
Плавление и литье не всегда идеальны. Спекание позволяет создавать детали из материалов с чрезвычайно высокими температурами плавления (например, вольфрама или керамики) и производить уникальные сплавы, которые было бы невозможно создать путем плавления. Оно также обеспечивает точный контроль над плотностью и пористостью конечной детали.
Пошаговое описание процесса спекания
Хотя существует множество вариаций, традиционный процесс спекания проходит четкий, многоступенчатый путь от рыхлого порошка до готового компонента.
Шаг 1: Подготовка и смешивание порошка
Процесс начинается с выбора и подготовки порошка основного материала. Часто различные порошки смешиваются для создания определенного сплава, или добавляется связующее (например, воск или полимер). Это связующее временно удерживает порошок вместе на начальной стадии формования.
Шаг 2: Уплотнение в "сырую деталь"
Порошковая смесь загружается в матрицу или форму и подвергается высокому давлению. Этот процесс уплотнения формирует порошок в желаемую форму, теперь называемую "сырой деталью". Эта деталь хрупкая, но достаточно прочная, чтобы ее можно было обрабатывать, при этом частицы удерживаются вместе механическим трением и связующим.
Шаг 3: Печь для спекания
Сырая деталь помещается в печь с контролируемой атмосферой. По мере повышения температуры любые связующие выгорают или испаряются. Затем температура поддерживается чуть ниже точки плавления материала в течение заданного периода. Именно во время этого "выдерживания" происходит атомная диффузия, связывающая частицы и уплотняющая деталь.
Шаг 4: Охлаждение и затвердевание
Наконец, компонент охлаждается контролируемым образом. Это позволяет вновь образованным связям затвердеть и сформироваться желаемой кристаллической микроструктуре, фиксируя окончательные механические свойства детали, такие как прочность и твердость.
Понимание компромиссов и ключевых соображений
Спекание — мощная техника, но ее эффективность зависит от понимания ее неотъемлемых характеристик и ограничений.
Присущая пористость
Поскольку материал не плавится, в конечной детали часто остаются крошечные пустоты или поры. Хотя цель состоит в минимизации этой пористости, это естественная характеристика процесса. В некоторых применениях, таких как самосмазывающиеся подшипники или фильтры, эта пористость фактически является желаемой особенностью.
Предсказуемая усадка
Поскольку пустоты между частицами устраняются во время нагрева, деталь неизбежно сжимается. Эта усадка предсказуема и должна быть точно рассчитана и компенсирована при проектировании исходной матрицы для уплотнения, чтобы гарантировать соответствие конечной детали размерным допускам.
Контроль материала и свойств
Одним из величайших преимуществ спекания является возможность создавать индивидуальные смеси материалов. Смешивая различные типы порошков (например, железо с медью или углеродом), производители могут создавать детали с очень специфическими свойствами, адаптированными к применению.
Распространенные вариации метода спекания
Современное производство использует несколько специализированных методов спекания для достижения различных результатов.
Жидкофазное спекание (ЖФС)
В этом методе небольшое количество добавки с более низкой температурой плавления смешивается с основным порошком. Во время нагрева эта добавка плавится и затекает в поры между твердыми первичными частицами, ускоряя уплотнение и приводя к получению более прочной, менее пористой детали.
Спекание под давлением
Такие методы, как горячее изостатическое прессование (ГИП), применяют высокое давление одновременно с нагревом. Это внешнее давление помогает более эффективно схлопывать пустоты, что приводит к почти полной плотности и превосходным механическим свойствам.
Аддитивное производство (SLS и EBS)
Селективное лазерное спекание (SLS) и электронно-лучевое спекание (EBS) — это методы 3D-печати. Они используют высокоэнергетический луч для послойного спекания порошка, сплавляя материал по мере создания объекта. Это устраняет необходимость в матрице для уплотнения и позволяет создавать чрезвычайно сложные геометрии.
Как применить это к вашему проекту
Выбор метода спекания полностью зависит от требований к вашему компоненту, включая сложность, объем и производительность.
- Если ваша основная цель — экономичное массовое производство простых деталей: Обычное прессование в матрице с последующим спеканием в печи является доминирующим и наиболее экономичным методом.
- Если ваша основная цель — создание очень сложных, мелкосерийных или прототипных деталей: Селективное лазерное спекание (SLS) и другие аддитивные технологии предлагают непревзойденную свободу проектирования.
- Если ваша основная цель — достижение максимальной плотности и механической прочности: Методы спекания под давлением или жидкофазное спекание необходимы для создания высокопроизводительных, критически важных компонентов.
Понимая эти принципы, вы можете использовать спекание для производства прочных, точных деталей из исключительно широкого спектра передовых материалов.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Процесс | Превращает порошок в твердый объект с использованием тепла (ниже точки плавления) и давления. |
| Механизм | Атомная диффузия связывает частицы, устраняя пустоты и уплотняя деталь. |
| Ключевое преимущество | Создает детали из материалов с высокими температурами плавления и позволяет создавать уникальные смеси материалов. |
| Распространенные вариации | Жидкофазное спекание (ЖФС), спекание под давлением, селективное лазерное спекание (SLS). |
Готовы использовать спекание для проектов вашей лаборатории? KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, необходимых для передовых процессов спекания. Независимо от того, требуется ли вам точная печь для спекания, специальные металлические или керамические порошки или экспертная консультация по выбору метода, наша команда готова поддержать ваши цели в области исследований и разработок, а также производства. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем помочь вам создавать более прочные и сложные детали!
Визуальное руководство
Связанные товары
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь для искрового плазменного спекания SPS
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Малая печь для вакуумной термообработки и спекания вольфрамовой проволоки
- Печь для спекания циркониевой керамики для зубопротезирования с вакуумным прессованием
Люди также спрашивают
- Что такое процесс спекания в порошковой металлургии? Превращение порошка в прочные металлические детали
- Как вакуумная среда влияет на спекание алмазно-медных композитов? Защита от термического повреждения
- Каково влияние давления во время спекания? Быстрое достижение более высокой плотности и более тонкой микроструктуры
- Что такое процесс спекания под давлением? Достижение превосходной плотности и прочности для высокопроизводительных деталей
- Каковы альтернативные атмосферы чистому водороду для процессов спекания порошковой металлургии? Top Sintering Solutions



















