В индукционном нагреве частота является основной переменной управления. Она определяет, насколько глубоко энергия проникает в металл, скорость процесса нагрева и степень перемешивания расплавленного металла. В то время как сам переменный ток создает тепло, частота этого тока определяет точный характер и эффективность результата.
Понимание роли частоты — ключ к освоению индукционной печи. Оно позволяет вам перейти от простой плавки металла к точному контролю металлургического процесса, будь то необходимость нагреть глубокую сердцевину большого слитка или только поверхность небольшой детали.

Основополагающий принцип: Как частота управляет индукцией
Чтобы понять роль частоты, мы должны сначала рассмотреть основной механизм индукционного нагрева. Это процесс, который полностью зависит от постоянно меняющегося магнитного поля.
Создание изменяющегося магнитного поля
Индукционная печь использует медную катушку, через которую пропускается мощный переменный ток (AC). Этот ток по своей природе быстро меняет направление.
Этот осциллирующий ток генерирует мощное и быстро флуктуирующее магнитное поле внутри катушки, где помещается плавящийся металл («заряд»).
Роль частоты
Частота — это скорость, с которой этот ток и его магнитное поле меняют направление, измеряемая в Герцах (Гц). Частота 60 Гц означает, что поле меняет полярность 60 раз в секунду.
Важно отметить, что именно это изменение магнитного поля индуцирует электрический ток внутри самой проводящей металлической загрузки. Согласно закону Фарадея, более быстрое изменение создает более сильное индуцированное напряжение.
Индуцирование тепла через сопротивление
Индуцированные электрические токи известны как вихревые токи. Когда эти токи циркулируют через металл, они сталкиваются с естественным электрическим сопротивлением материала.
Это сопротивление преобразует электрическую энергию вихревых токов непосредственно в тепло — принцип, известный как джоулево тепло. Именно это плавит металл изнутри.
Критическое влияние выбора частоты
Выбор частоты не случаен; он оказывает прямое и глубокое влияние на то, как нагревается металл. В игре участвуют два основных физических явления: скин-эффект и электромагнитное перемешивание.
«Скин-эффект»: Контроль глубины проникновения
Наиболее важным следствием частоты является скин-эффект. Этот принцип диктует, что переменные токи имеют тенденцию концентрироваться на поверхности, или «коже», проводника.
Более высокие частоты вызывают более выраженный скин-эффект, заставляя вихревые токи концентрироваться в очень тонком слое на поверхности. Это идеально подходит для поверхностной закалки или быстрого плавления деталей малого диаметра.
Более низкие частоты уменьшают скин-эффект, позволяя магнитному полю и возникающим вихревым токам проникать гораздо глубже в металл. Это важно для эффективной плавки больших партий материала до сердцевины.
Плотность мощности и скорость нагрева
Поскольку высокие частоты концентрируют энергию на поверхности, они создают очень высокую плотность мощности в этой небольшой области. Это позволяет чрезвычайно быстро нагревать поверхность.
И наоборот, более низкие частоты распределяют энергию более равномерно по объему загрузки, что приводит к меньшей плотности мощности, но более равномерному объемному нагреву.
Электромагнитное перемешивание
Мощные магнитные поля также оказывают физическую силу (силу Лоренца) на расплавленный металл, заставляя его двигаться и циркулировать. Это электромагнитное перемешивание критически важно для создания однородных сплавов.
Более низкие частоты создают более сильные магнитные поля, которые проникают глубже, что приводит к более энергичному и турбулентному перемешиванию. Более высокие частоты, сконцентрированные на поверхности, вызывают гораздо более мягкий эффект перемешивания.
Понимание компромиссов
Не существует единой «лучшей» частоты. Оптимальный выбор всегда зависит от баланса между материалом, размером загрузки и желаемым результатом.
Эффективность против применения
Использование высокой частоты для плавки большого стального слитка было бы крайне неэффективным. Вы бы нагревали только поверхность, а сердцевина оставалась бы холодной в течение длительного времени.
И наоборот, использование очень низкой частоты для небольшой детали было бы столь же неэффективным, поскольку магнитное поле могло бы проникать настолько глубоко, что большая часть его энергии проходила бы через деталь, не индуцируя достаточного тока.
Перемешивание: Палка о двух концах
Хотя перемешивание жизненно важно для легирования, мощное действие очень низких частот может быть разрушительным. Оно может увеличить поглощение газа расплавом или даже ускорить эрозию огнеупорной футеровки печи.
Частота должна быть выбрана так, чтобы обеспечить достаточное перемешивание для получения однородного конечного продукта без причинения ущерба или внесения примесей.
Правильный выбор для вашей цели
Выбор правильной частоты — это вопрос соответствия физики индукции вашей конкретной металлургической цели.
- Если ваша основная цель — плавка больших объемов лома или слитков: Используйте низкую частоту (например, от 50 Гц до 500 Гц) для обеспечения глубокого проникновения энергии и тщательного, равномерного нагрева.
- Если ваша основная цель — поверхностная закалка или термообработка: Используйте высокую частоту (например, от 10 кГц до 400 кГц) для точной концентрации энергии на поверхностном слое.
- Если ваша основная цель — плавка мелких деталей или специальных порошков: Используйте среднюю или высокую частоту, соответствующую размеру детали, для обеспечения быстрой и эффективной передачи энергии.
- Если ваша основная цель — создание идеально однородного сплава: Выберите частоту достаточно низкую, чтобы вызвать сильное перемешивание, но достаточно высокую, чтобы избежать повреждения футеровки печи.
Понимая частоту, вы получаете точный контроль над всем процессом индукционного нагрева и плавки.
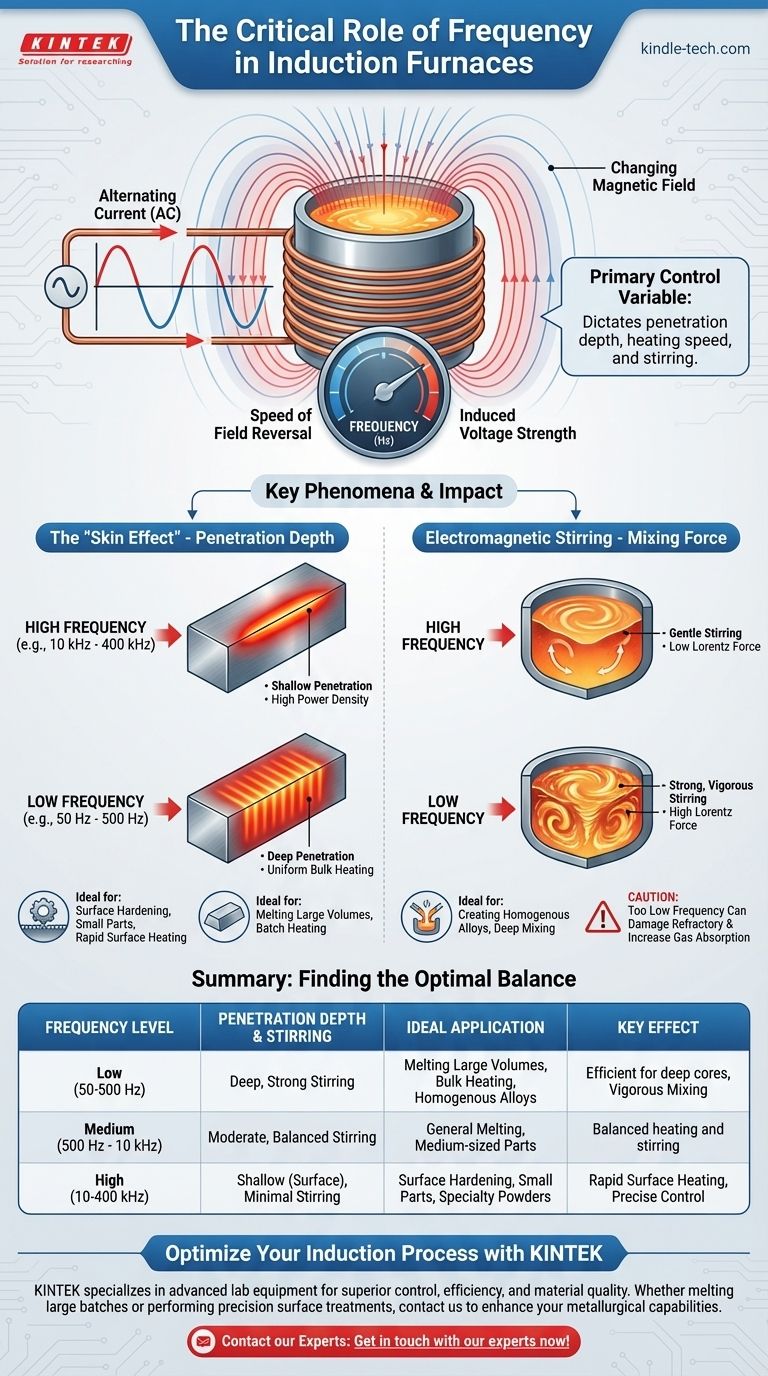
Сводная таблица:
| Уровень частоты | Глубина проникновения | Идеальное применение | Ключевой эффект |
|---|---|---|---|
| Низкая (50-500 Гц) | Глубокая | Плавление больших объемов, объемный нагрев | Сильное электромагнитное перемешивание |
| Средняя (500 Гц - 10 кГц) | Умеренная | Общая плавка, детали среднего размера | Сбалансированный нагрев и перемешивание |
| Высокая (10-400 кГц) | Поверхностная (Поверхность) | Поверхностная закалка, мелкие детали | Быстрый поверхностный нагрев, минимальное перемешивание |
Готовы оптимизировать процесс индукционной плавки?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов, адаптированных к вашим конкретным металлургическим потребностям. Независимо от того, плавите ли вы большие партии или выполняете точную поверхностную обработку, наш опыт в технологии индукционных печей гарантирует достижение превосходного контроля, эффективности и качества материала.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут улучшить возможности вашей лаборатории и обеспечить точные результаты, которые вам нужны.
Свяжитесь с нашими экспертами прямо сейчас!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Каковы преимущества использования печи вакуумного горячего прессования для спекания композитов на основе УНТ/медь? Превосходная плотность и прочность соединения
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение



















