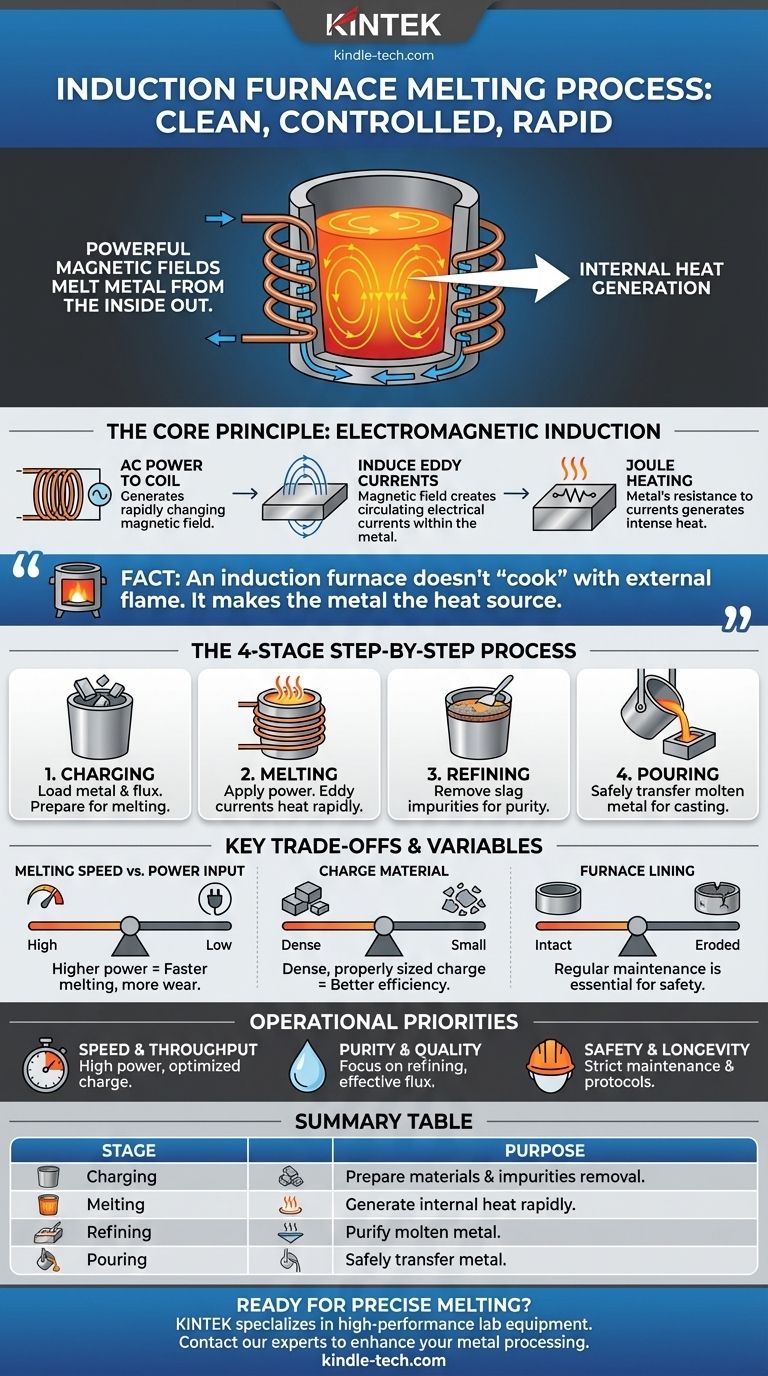
По своей сути, процесс плавки в индукционной печи — это чистый, контролируемый метод, который использует мощные электромагнитные поля для плавки металла изнутри. В отличие от традиционной печи, которая применяет внешнее пламя или тепло, медная катушка индукционной печи генерирует магнитное поле. Это поле индуцирует сильные электрические токи внутри самой металлической шихты, и собственное сопротивление металла этим токам генерирует интенсивное, быстрое тепло, которое приводит к плавлению.
Важно отметить, что индукционная печь не «готовит» металл внешним теплом. Вместо этого она генерирует мощное магнитное поле, которое превращает сам металл в источник тепла, что приводит к более быстрой, чистой и контролируемой плавке.

Основной принцип: электромагнитная индукция в действии
Чтобы по-настоящему понять процесс плавки, вы должны сначала понять физику, которая делает его возможным. Вся операция основана на принципе, открытом Майклом Фарадеем в 19 веке.
Переменный ток и катушка
Процесс начинается с подачи мощного переменного тока (AC) через большую, охлаждаемую водой медную катушку. Эта катушка, которая окружает тигель с металлом, является сердцем печи. По мере того как ток быстро меняет свое направление, он генерирует мощное и постоянно меняющееся магнитное поле в пространстве внутри катушки.
Индуцирование вихревых токов
Это флуктуирующее магнитное поле проникает в металлический материал («шихту»), помещенный внутрь тигля. Согласно законам электромагнетизма, это изменяющееся магнитное поле индуцирует циркулирующие электрические токи внутри металла. Они известны как вихревые токи.
Джоулево тепло: сопротивление создает тепло
Последний шаг прост, но мощен. Металл обладает естественным электрическим сопротивлением. Когда сильные вихревые токи проходят через металл, они сталкиваются с этим сопротивлением, что генерирует огромное количество тепла. Это явление, известное как Джоулево тепло, повышает температуру металла до точки плавления и выше.
Пошаговый процесс плавки
Хотя физика сложна, операционный процесс логичен и методичен, обычно следуя четырем ключевым этапам.
Шаг 1: Загрузка и подготовка
Сначала металл, подлежащий плавке, помещается в тигель, огнеупорную емкость, предназначенную для выдерживания экстремальных температур. Материал для тигля, часто графит или специальная керамика, выбирается в зависимости от плавящегося металла. Флюс, такой как смесь буры и карбоната натрия, может быть добавлен вместе с шихтой, чтобы помочь отделить примеси во время плавки.
Шаг 2: Плавка
На катушку подается мощность, инициируя процесс индукционного нагрева. Вихревые токи начинают быстро нагревать металл. Этот этап часто сопровождается характерным гудением печи. В зависимости от мощности печи и объема металла, полная плавка может быть достигнута всего за несколько минут.
Шаг 3: Рафинирование
Как только металл полностью расплавлен, начинается период рафинирования. На этом этапе флюс соединяется с примесями, образуя более легкий слой, называемый шлаком, который всплывает на поверхность. Этот шлак затем может быть снят, что приводит к получению более чистого, высококачественного конечного продукта.
Шаг 4: Разливка
После того как металл достиг желаемой температуры и чистоты, печь наклоняется для разливки расплавленного металла в форму, ковш или грануляционный бак. Этот шаг должен выполняться с особой осторожностью, чтобы избежать разливов и обеспечить безопасность.
Понимание компромиссов и ключевых переменных
Достижение эффективной и успешной плавки требует баланса нескольких конкурирующих факторов. Понимание этих компромиссов — признак опытного оператора.
Скорость плавки против потребляемой мощности
Самый прямой способ увеличить скорость плавки — увеличить мощность, подаваемую на печь. Однако это также увеличивает потребление энергии и может ускорить износ футеровки печи. Цель состоит в том, чтобы найти оптимальный уровень мощности для требуемой производительности без чрезмерной нагрузки на оборудование.
Роль материала шихты
Размер, форма и плотность металлической шихты значительно влияют на эффективность. Плотно упакованная шихта обеспечивает лучшее электромагнитное соединение и более быструю плавку. Использование слишком мелкого материала шихты может привести к более медленной плавке, в то время как слишком крупные куски могут плавиться неравномерно.
Футеровка печи и обслуживание
Интенсивное тепло и химические реакции постепенно разрушают огнеупорную футеровку тигля. Это неизбежная операционная реальность. Игнорирование регулярного осмотра и ремонта может привести к катастрофическому отказу, когда расплавленный металл прорвется через футеровку. Профилактическое обслуживание не просто рекомендуется; оно необходимо для безопасности и долговечности.
Безопасность не подлежит обсуждению
Работа с расплавленным металлом по своей сути опасна. Обязательно использование надлежащих средств индивидуальной защиты (СИЗ) — включая термостойкие перчатки, фартук, защитный щиток для лица и защитные очки. Рабочая зона должна быть свободна от любых легковоспламеняющихся материалов, и операторы всегда должны быть готовы к возможности брызг или разливов.
Правильный выбор для вашей цели
Ваши операционные приоритеты будут определять ваш подход к процессу плавки.
- Если ваш основной акцент делается на скорости и производительности: Отдавайте предпочтение мощной печи и оптимизируйте шихту с помощью плотного, правильно подобранного по размеру материала для максимизации эффективности плавки.
- Если ваш основной акцент делается на чистоте и качестве металла: Уделяйте пристальное внимание стадии рафинирования, используя правильный флюс для вашего сплава и выделяя достаточно времени для снятия всего шлака перед разливкой.
- Если ваш основной акцент делается на эксплуатационной безопасности и долговечности печи: Внедрите строгий график обслуживания огнеупорной футеровки и обеспечьте строгие протоколы безопасности для всего персонала.
В конечном итоге, освоение процесса индукционной плавки — это баланс понимания науки, уважения к материалу и приоритета безопасности.
Сводная таблица:
| Этап | Ключевое действие | Назначение |
|---|---|---|
| 1. Загрузка | Загрузка металлической шихты и флюса в тигель | Подготовка материалов для плавки и удаления примесей |
| 2. Плавка | Подача мощности для индукции вихревых токов | Генерация интенсивного внутреннего тепла для быстрой плавки металла |
| 3. Рафинирование | Снятие шлака (примесей) с поверхности | Очистка расплавленного металла для повышения качества |
| 4. Разливка | Наклон печи для перелива расплавленного металла | Безопасный перелив металла в форму или ковш для литья |
Готовы к точной и эффективной плавке металла в вашей лаборатории? KINTEK специализируется на высокопроизводительном лабораторном оборудовании, включая индукционные печи, разработанные для превосходного контроля температуры, быстрой плавки и эксплуатационной безопасности. Наши решения адаптированы для удовлетворения строгих требований лабораторных условий, обеспечивая необходимую чистоту и производительность.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши индукционные печи могут улучшить ваши возможности по обработке металлов.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какие основные проблемы решает печь для вакуумного горячего прессования? Достижение превосходной структурной целостности функционально градиентных материалов WCp/Cu
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках



















