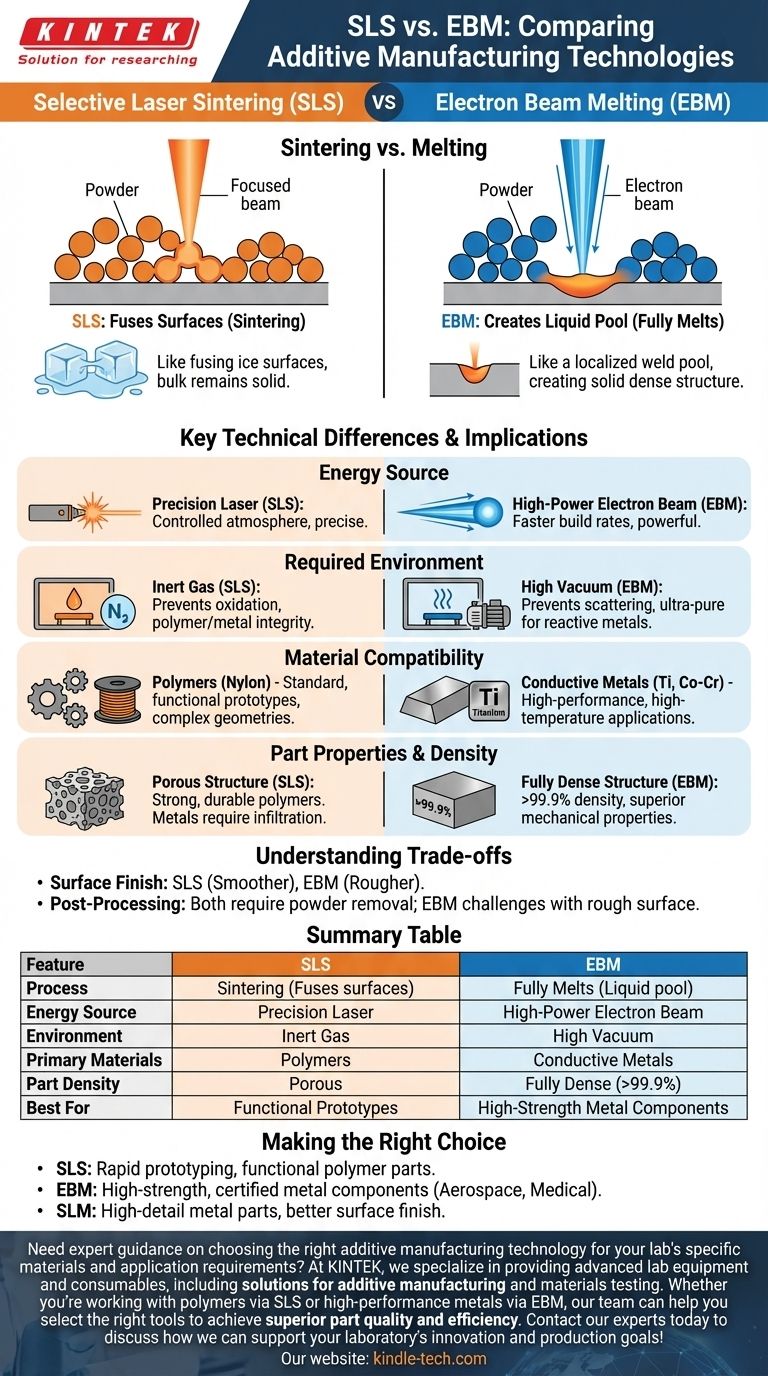
На фундаментальном уровне разница заключается в источнике энергии и физическом процессе, который он запускает. Селективное лазерное спекание (SLS) использует прецизионный лазер для нагрева частиц порошка до температуры чуть ниже точки плавления, сплавляя их вместе. В отличие от этого, плавление электронным лучом (EBM) использует мощный электронный луч для полного расплавления порошка, создавая полностью жидкий бассейн, который затем затвердевает.
Выбор между SLS и EBM — это стратегическое решение между универсальностью материалов при спекании, которое отлично подходит для полимеров, и специализированной мощностью полного плавления, которая позволяет получать высокопрочные, полностью плотные металлические детали для самых требовательных применений.

Основное различие: спекание против плавления
Термины «спекание» и «плавление» определяют суть каждой технологии. Хотя обе они создают детали слой за слоем из порошкового слоя, способ связывания этого порошка определяет конечный результат.
Процесс спекания (SLS)
При спекании лазер подает ровно столько энергии, чтобы сплавить внешние поверхности частиц порошка. Материал не становится полностью жидким.
Представьте, что вы сплавляете два кубика льда, нагревая их поверхности ровно настолько, чтобы создать тонкий слой воды, который затем снова замерзает, скрепляя их. Большая часть льда остается твердой. Этот процесс очень эффективен для полимеров, таких как нейлон, а также может использоваться для некоторых металлов.
Процесс плавления (EBM)
Плавление, как оно выполняется EBM, включает нагрев материала значительно выше его точки плавления до тех пор, пока он не перейдет из твердого состояния в полностью жидкое.
Это больше похоже на создание небольшого локализованного сварочного бассейна. Высокая энергия электронного луча полностью расплавляет металлический порошок в определенной области, который затем остывает и затвердевает в твердую, плотную структуру. Этот метод используется исключительно для проводящих металлов.
Ключевые технические различия и их последствия
Выбор источника энергии — света или электронов — создает каскад различий, которые влияют на все: от среды работы машины до свойств конечной детали.
Источник энергии: лазер против электронного луча
Лазер (SLS) — это сфокусированный луч света. Он точен и эффективно передает энергию в контролируемой атмосфере.
Электронный луч (EBM) — это поток заряженных частиц. Он значительно мощнее лазеров, обычно используемых в SLS, что позволяет увеличить скорость построения. Однако электроны легко рассеиваются молекулами воздуха, что требует специальной среды.
Требуемая среда: инертный газ против вакуума
Машины SLS работают в камере, заполненной инертным газом, обычно азотом. Это предотвращает окисление нагретого полимерного или металлического порошка, что может нарушить целостность детали.
Машины EBM требуют высокого вакуума. Этот вакуум служит двум целям: он предотвращает рассеивание электронного луча и создает сверхчистую среду, которая защищает высокореактивные металлы (например, титан) от загрязнения, что приводит к превосходным свойствам материала.
Совместимость материалов
SLS является отраслевым стандартом для полимеров, особенно нейлона, что делает его предпочтительным выбором для функциональных прототипов и конечных деталей со сложной геометрией. Хотя металлическое SLS существует, оно менее распространено.
EBM предназначен исключительно для проводящих металлов. Он отлично подходит для высокоэффективных, высокотемпературных материалов, таких как титановые сплавы и кобальт-хром, которые трудно обрабатывать другими методами.
Свойства и плотность деталей
Детали EBM полностью плотные (более 99,9%) и часто обладают механическими свойствами, превосходящими литые или даже кованые детали. Вакуумная среда обеспечивает чрезвычайно чистый материал с низкими остаточными напряжениями.
Детали SLS, изготовленные из полимеров, прочны и долговечны для многих применений. Металлические детали, изготовленные методом спекания, по своей природе более пористые, чем расплавленные детали, и могут потребовать вторичного этапа инфильтрации для достижения полной плотности и максимальной прочности.
Понимание компромиссов
Ни одна из технологий не является универсально лучшей; они оптимизированы для разных результатов. Понимание их ограничений имеет решающее значение для принятия обоснованного решения.
Стоимость вакуума
Вакуумная камера в системе EBM является ключевым преимуществом для чистоты материала, но она также добавляет сложности и время цикла. Машину необходимо откачать до вакуума перед началом построения и значительно охладить, прежде чем детали можно будет извлечь, что увеличивает общее время процесса.
Точность и качество поверхности
Из-за высокой мощности и большего размера пятна луча EBM, как правило, быстрее, но производит детали с более грубой поверхностью. SLS обычно обеспечивает более высокое разрешение мелких элементов и более гладкую поверхность «как после печати».
Требования к постобработке
Обе технологии требуют удаления рыхлого порошка после завершения построения. Более грубая поверхность EBM может сделать удаление порошка более сложным. Детали EBM часто подвергаются механической обработке или полировке для критических поверхностей, в то время как полимерные детали SLS часто подвергаются пескоструйной обработке или окрашиванию.
Принятие правильного решения для вашей цели
Выбор правильной технологии требует согласования ее сильных сторон с не подлежащими обсуждению требованиями вашего проекта.
- Если ваша основная цель — быстрое прототипирование или производство функциональных полимерных деталей: SLS — это окончательный выбор благодаря выбору материалов (особенно нейлонов) и способности создавать сложные геометрические формы без специальных опорных структур.
- Если ваша основная цель — производство высокопрочных сертифицированных металлических компонентов для аэрокосмической или медицинской промышленности: EBM — превосходная технология, обеспечивающая полностью плотные детали с низким уровнем напряжений из таких материалов, как титан, со свойствами, соответствующими строгим отраслевым стандартам.
- Если ваша основная цель — высокодетализированные металлические детали с хорошим качеством поверхности: Вам также следует рассмотреть селективное лазерное плавление (SLM) — родственную технологию, которая использует лазер для полного расплавления металлического порошка, часто обеспечивая более высокое разрешение, чем EBM.
В конечном счете, понимание основного процесса — сплавление поверхностей частиц против создания полного жидкого бассейна — является ключом к выбору технологии, которая наилучшим образом соответствует вашим потребностям в материалах и требованиям к производительности.
Сводная таблица:
| Характеристика | Селективное лазерное спекание (SLS) | Плавление электронным лучом (EBM) |
|---|---|---|
| Процесс | Спекание частиц порошка (сплавление поверхностей) | Полное плавление порошка (создание жидкого бассейна) |
| Источник энергии | Прецизионный лазер | Мощный электронный луч |
| Среда | Инертный газ (азот) | Высокий вакуум |
| Основные материалы | Полимеры (нейлон), некоторые металлы | Проводящие металлы (титан, кобальт-хром) |
| Плотность детали | Пористая (может потребовать инфильтрации) | Полностью плотная (>99,9%) |
| Лучше всего подходит для | Функциональные прототипы, сложные полимерные детали | Высокопрочные металлические компоненты (аэрокосмическая отрасль, медицина) |
Нужна экспертная помощь в выборе правильной технологии аддитивного производства для конкретных материалов и требований к применению в вашей лаборатории?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов, включая решения для аддитивного производства и испытаний материалов. Независимо от того, работаете ли вы с полимерами через SLS или с высокоэффективными металлами через EBM, наша команда поможет вам выбрать правильные инструменты для достижения превосходного качества деталей и эффективности.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать инновации и производственные цели вашей лаборатории!
Визуальное руководство
Связанные товары
- Печь для искрового плазменного спекания SPS
- Карбид кремния (SiC) Керамический лист износостойкий инженерный передовой тонкой керамики
- Вакуумная печь для спекания зубной керамики
- Печь для спекания стоматологического фарфора и циркония, устанавливаемая у кресла пациента, с трансформатором
- Печь для спекания циркониевой керамики для зубопротезирования с вакуумным прессованием
Люди также спрашивают
- Каковы основы процесса спекания искровым плазменным методом? Откройте для себя быстрое высокоэффективное уплотнение материалов
- Каковы преимущества CAMI/SPS для подготовки композитов W-Cu? Сокращение циклов с часов до секунд.
- Что такое метод спекания SPS? Руководство по высокоскоростному изготовлению материалов с высокими эксплуатационными характеристиками
- Почему печи для искрового плазменного спекания (SPS) или горячие прессы используются при приготовлении твердых электролитов Li3PS4?
- Что такое теория искрового плазменного спекания? Руководство по быстрому спеканию при низких температурах




