Говоря прямо, не существует единой скорости осаждения для распыления. Эта скорость не является фиксированной константой, а представляет собой сильно варьируемый результат, который зависит от конкретного осаждаемого материала, типа используемой системы распыления и точных параметров процесса. В то время как постоянное распыление некоторых чистых металлов может обеспечить высокую скорость осаждения, фактическое значение может варьироваться от нескольких ангстрем до сотен нанометров в минуту.
Ключевой вывод заключается в том, что скорость осаждения при распылении не является неотъемлемым свойством самой техники, а скорее управляемой переменной. Понимание факторов, определяющих эту скорость, является ключом к оптимизации процесса либо для максимальной производительности, либо для превосходного качества пленки.

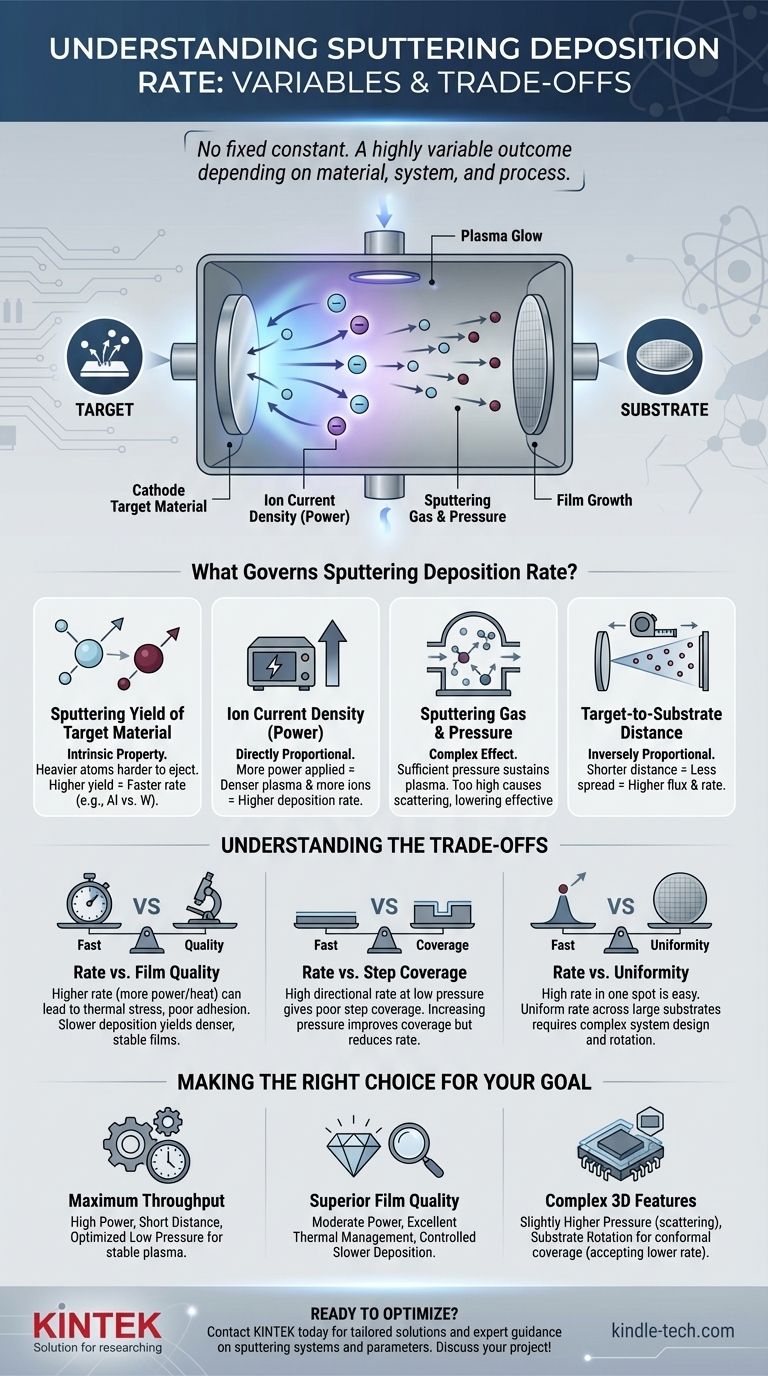
Что определяет скорость осаждения при распылении?
Скорость роста пленки в системе распыления является прямым результатом нескольких взаимодействующих физических факторов. Освоение вашего процесса означает понимание того, как манипулировать каждым из них.
Коэффициент распыления материала мишени
Коэффициент распыления является наиболее фундаментальным фактором. Он определяет количество атомов, выбрасываемых с поверхности мишени при ударе по ней одного высокоэнергетического иона.
Этот коэффициент является неотъемлемым свойством материала. Более тяжелые атомы мишени (например, золото или вольфрам), как правило, труднее извлекаются, чем более легкие (например, алюминий или титан), что приводит к различным присущим скоростям распыления при одинаковых условиях.
Плотность ионного тока на мишени
Скорость осаждения прямо пропорциональна плотности ионного тока — количеству ионов, бомбардирующих определенную область мишени в секунду.
Приложение большей мощности к катоду (мишени) создает более плотную плазму, что, в свою очередь, увеличивает поток ионов к мишени. Проще говоря, больше мощности равно более высокой скорости осаждения. Это наиболее распространенный рычаг, используемый для контроля скорости процесса.
Распыляющий газ и давление в камере
Процесс проводится в вакуумной камере, заполненной инертным газом, обычно аргоном. Давление этого газа играет двойную роль.
Во-первых, достаточное давление (например, 1–100 мТорр) необходимо для поддержания плазмы, генерирующей ионы. Однако, если давление слишком высокое, распыленные атомы будут сталкиваться со многими молекулами газа по пути к подложке. Этот эффект рассеяния уменьшает количество атомов, достигающих цели, тем самым снижая эффективную скорость осаждения.
Расстояние от мишени до подложки
Геометрия камеры имеет решающее значение. По мере увеличения расстояния между мишенью и подложкой поток распыленных атомов, достигающих подложки, уменьшается.
Это связано с простым геометрическим эффектом рассеяния атомов по большей площади, подобно тому, как луч фонарика тускнеет по мере удаления его от стены. Меньшее расстояние, как правило, приводит к более высокой скорости.
Понимание компромиссов
Стремление к максимально возможной скорости осаждения часто сопряжено с компромиссами в других критически важных областях качества пленки. Понимание этих компромиссов необходимо для достижения желаемого результата.
Скорость против качества пленки
Агрессивное увеличение скорости осаждения путем повышения мощности также увеличивает энергию и тепло, подводимое к подложке. Это может вызвать термическое напряжение в пленке, привести к плохому прилипанию или даже повредить чувствительные подложки. Более медленное, контролируемое осаждение часто дает более плотную и стабильную структуру пленки.
Скорость против покрытия рельефа (Step Coverage)
Очень высокая, направленная скорость осаждения, достигаемая при низком давлении, создает путь «прямой видимости» для распыленных атомов. Хотя это быстро, это может привести к плохому покрытию рельефа (step coverage), когда пленка намного тоньше на боковых стенках микроскопических структур, чем на верхних поверхностях. Увеличение давления может улучшить покрытие за счет рассеяния атомов, но это напрямую снижает скорость осаждения.
Скорость против однородности
Достичь высокой скорости осаждения в одной точке просто; достижение высокой и однородной скорости по всей большой подложке — это серьезная инженерная задача. Конструкция системы, включая конфигурацию магнетрона и вращение подложки, имеет решающее значение для балансирования конкурирующих целей скорости и однородности толщины пленки.
Принятие правильного решения для вашей цели
Ваша оптимальная скорость осаждения определяется вашей основной целью. Используйте эти рекомендации для принятия решений по процессу.
- Если ваш основной фокус — максимальная производительность: Используйте высокомощное постоянное распыление для проводящих металлов, минимизируйте расстояние от мишени до подложки и настройте давление так, чтобы оно было лишь немного выше необходимого для поддержания стабильной плазмы.
- Если ваш основной фокус — превосходное качество пленки: Используйте умеренные уровни мощности, обеспечьте отличное терморегулирование подложки и допустите более медленное, более контролируемое осаждение для получения плотной пленки с низким уровнем напряжений.
- Если ваш основной фокус — нанесение покрытия на сложные 3D-структуры: Намеренно используйте несколько более высокое давление газа для индукции рассеяния и сочетайте это с вращением подложки для обеспечения конформного покрытия рельефа, принимая тот факт, что это снизит общую скорость осаждения.
В конечном счете, контроль скорости осаждения заключается в сознательном балансировании этих взаимосвязанных переменных процесса для достижения ваших конкретных технических и экономических целей.
Сводная таблица:
| Фактор | Влияние на скорость осаждения |
|---|---|
| Материал мишени (Коэффициент распыления) | Внутреннее свойство; более легкие металлы (Al) обычно распыляются быстрее, чем более тяжелые (W). |
| Мощность / Плотность ионного тока | Прямая пропорциональность; больше мощности = выше скорость. |
| Давление газа | Сложный эффект; слишком высокое давление вызывает рассеяние и снижает эффективную скорость. |
| Расстояние от мишени до подложки | Обратная пропорциональность; меньшее расстояние = более высокая скорость. |
Готовы оптимизировать ваш процесс распыления для максимальной производительности, превосходного качества пленки или идеального покрытия рельефа? Эксперты KINTEK специализируются на лабораторном оборудовании и расходных материалах, предлагая индивидуальные решения для ваших конкретных лабораторных потребностей. Мы можем помочь вам выбрать правильную систему и параметры для достижения ваших точных целей осаждения. Свяжитесь с нами сегодня, чтобы обсудить ваш проект!
Визуальное руководство
Связанные товары
- Система оборудования для химического осаждения из газовой фазы CVD, скользящая трубчатая печь PECVD с жидкостным газификатором, установка PECVD
- Печь для трубчатого химического осаждения из паровой фазы, изготовленная на заказ, универсальная система оборудования для химического осаждения из паровой фазы
- Оборудование системы HFCVD для нанесения наноалмазного покрытия на волочильные фильеры
- Система ВЧ-PECVD Радиочастотное плазменно-усиленное химическое осаждение из газовой фазы ВЧ-PECVD
- 915 МГц MPCVD Алмазная установка Микроволновая плазменная химическая осаждение из газовой фазы Система реактора
Люди также спрашивают
- Что такое процесс роста методом химического осаждения из газовой фазы? Создавайте превосходные тонкие пленки, начиная с атомов
- Каковы преимущества химического осаждения из газовой фазы? Получите превосходные тонкие пленки для вашей лаборатории
- Что происходит во время химии осаждения? Создание тонких пленок из газообразных прекурсоров
- Почему оборудование для химического осаждения из паровой фазы (CVD) уникально подходит для создания иерархических супергидрофобных структур?
- Каковы основные преимущества PE-CVD при инкапсуляции OLED? Защита чувствительных слоев с помощью низкотемпературного осаждения пленок
















