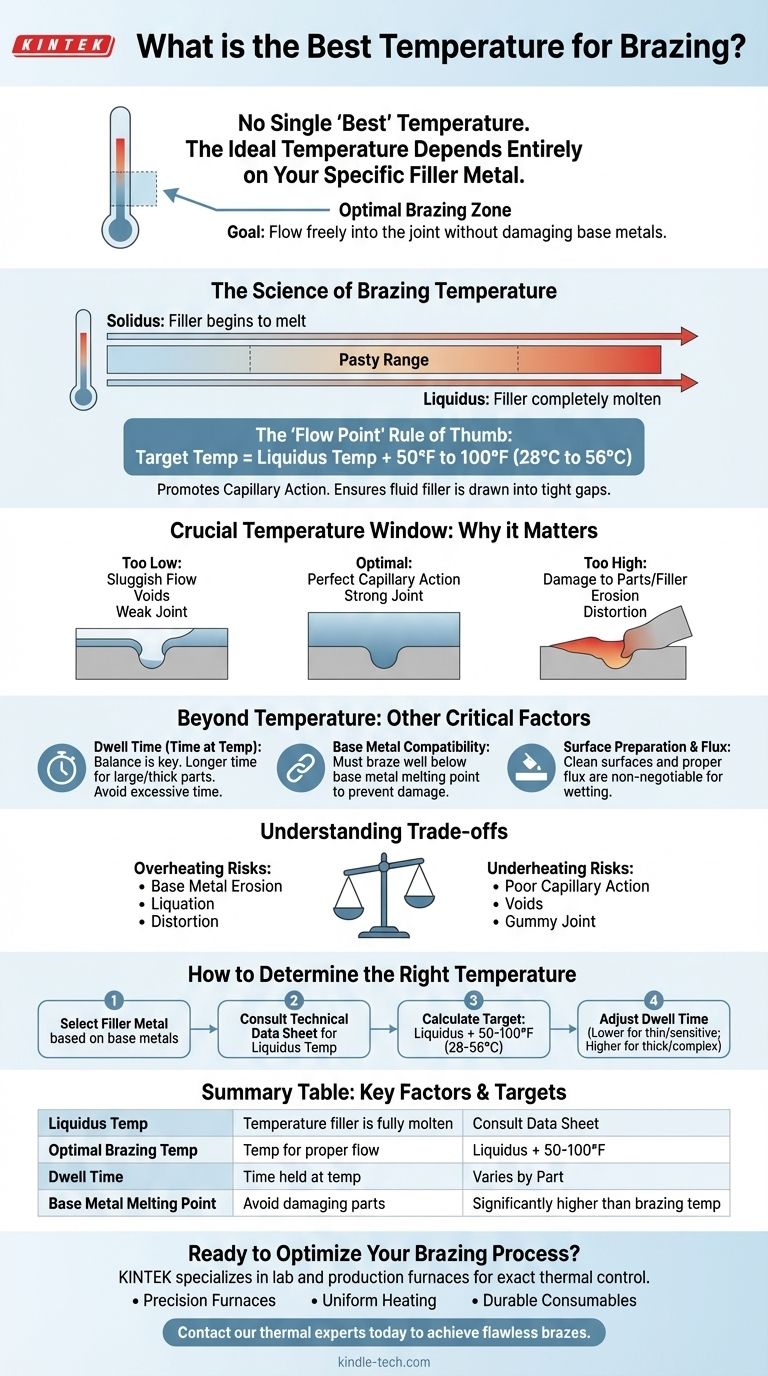
Короткий ответ: не существует единой «лучшей» температуры для пайки. Идеальная температура определяется исключительно используемым вами присадочным металлом. Установка оборудования на общую температуру без учета присадочного сплава — самый распространенный путь к неудачному соединению.
Основной принцип пайки заключается в нагреве сборки до температуры, немного превышающей точку, при которой присадочный металл становится полностью жидким (его температура ликвидус). Это гарантирует, что присадочный материал свободно заполнит соединение за счет капиллярного действия, не повреждая соединяемые основные металлы.
Наука о температуре пайки
Для успешной пайки необходимо понимать свойства выбранного вами присадочного металла. Техническая документация производителя является вашим самым важным ресурсом, поскольку она указывает температуры, с которыми вы должны работать.
Солидус против Ликвидус: Критические температуры
Каждый присадочный металл для пайки имеет две ключевые температурные точки:
- Солидус: Температура, при которой присадочный сплав начинает плавиться.
- Ликвидус: Температура, при которой присадочный сплав полностью расплавлен.
Для некоторых сплавов, таких как эвтектические сплавы, температуры солидус и ликвидус совпадают. Для большинства существует «пастообразный» или «полужидкий» диапазон между этими двумя точками.
Правило большого пальца: «Точка текучести»
Правильная температура пайки — это не температура плавления, а температура, выше нее. Это гарантирует, что присадочный материал будет достаточно текучим, чтобы проникнуть в узкие зазоры соединения.
В качестве общепринятого правила, целевая температура пайки должна быть установлена на 50°F–100°F (28°C–56°C выше температуры ликвидус присадочного металла).
Почему этот температурный диапазон критичен
Этот конкретный диапазон необходим для обеспечения капиллярного действия — силы, которая затягивает расплавленный присадочный материал в соединение.
Если температура слишком низкая (ниже этого диапазона), присадочный материал будет вязким и не заполнит соединение полностью, что приведет к пустотам и слабому соединению. Если температура слишком высокая, вы рискуете повредить детали или сам присадочный материал.
Помимо температуры: другие критические факторы
Достижение правильной температуры необходимо, но недостаточно. Успешная пайка зависит от баланса нескольких взаимосвязанных параметров.
Время выдержки: Вторая половина уравнения
Баланс между временем и температурой имеет решающее значение. Время выдержки — это время, в течение которого сборка выдерживается при целевой температуре пайки.
Более длительное время выдержки может помочь обеспечить равномерный нагрев крупной или толстой детали и позволить присадочному материалу полностью проникнуть в соединение. Однако чрезмерное время при высокой температуре может быть столь же вредным, как и чрезмерный нагрев.
Совместимость основного металла
Основное правило пайки заключается в том, что процесс должен происходить значительно ниже температуры плавления соединяемых основных металлов.
Выбранная температура пайки не должна приводить к деформации, ослаблению или иному повреждению основных материалов. Это основная причина выбора пайки вместо сварки для определенных применений.
Роль подготовки поверхности и флюса
Даже при идеальном контроле температуры пайка не удастся, если поверхности не будут чистыми. Оксиды, масла и грязь мешают присадочному металлу смачивать поверхность и проникать в соединение.
Правильная очистка и корректное использование паяльного флюса (или контролируемой атмосферы) для предотвращения повторного окисления при нагреве являются не подлежащими обсуждению предпосылками для хорошего соединения.
Понимание компромиссов
Выбор параметров пайки всегда включает в себя балансирование конкурирующих факторов. Понимание этих компромиссов — признак настоящего эксперта.
Риск перегрева
Нагрев сборки значительно выше температуры ликвидус присадочного материала или слишком долгое время может вызвать несколько проблем:
- Эрозия основного металла: Расплавленный присадочный материал может начать растворять основной металл, ослабляя соединение.
- Ликвация: В некоторых сплавах компоненты с более низкой температурой плавления могут вытекать, в то время как другие части остаются твердыми, изменяя химический состав присадочного материала.
- Деформация: Чрезмерный нагрев может привести к короблению тонких деталей.
Проблема недостаточного нагрева
Недостижение надлежащей температуры текучести — более распространенная ошибка, которая приводит к немедленному отказу.
- Плохое капиллярное действие: Присадочный материал будет слишком вязким, чтобы его можно было затянуть в соединение.
- Пустоты и неполное заполнение: В соединении будут зазоры, что серьезно снизит его прочность.
- «Липкое» соединение: Присадочный материал может скапливаться у входа в соединение, не проникая внутрь.
Как определить правильную температуру для вашего проекта
Следуйте этому процессу, чтобы каждый раз использовать правильную температуру. Сначала выберите присадочный металл на основе соединяемых основных металлов. Затем обратитесь к технической документации этого присадочного материала, чтобы найти его температуру ликвидус.
- Если ваш основной фокус — стандартное, прочное соединение: Установите температуру процесса на 50–100°F (28–56°C выше указанной температуры ликвидус присадочного металла.
- Если вы работаете с тонкими или чувствительными к нагреву материалами: Стремитесь к нижней границе этого диапазона (например, ликвидус + 50°F) и минимизируйте время выдержки, чтобы предотвратить деформацию деталей.
- Если вы паяете толстые, разнородные или сложные детали: Возможно, вам потребуется использовать верхнюю границу диапазона (например, ликвидус + 100°F) и более длительное время выдержки, чтобы обеспечить равномерный нагрев всей сборки.
Переходя от вопроса об одном числе к пониманию принципов, вы получаете контроль над всем процессом пайки.
Сводная таблица:
| Ключевой фактор | Описание | Целевой диапазон |
|---|---|---|
| Температура ликвидус | Температура, при которой присадочный металл полностью расплавлен. | Указана в технической документации присадочного металла. |
| Оптимальная температура пайки | Температура, которую следует установить в печи для правильного течения. | Ликвидус + 50°F до 100°F (28°C до 56°C) |
| Время выдержки | Время, в течение которого деталь выдерживается при температуре пайки. | Зависит от размера и сложности детали. |
| Температура плавления основного металла | Критически важно для предотвращения повреждения соединяемых деталей. | Должна быть значительно выше температуры пайки. |
Готовы оптимизировать процесс пайки?
Выбор правильной температуры — это только начало. Последовательная, высококачественная пайка требует надежного и точного оборудования. KINTEK специализируется на лабораторных и производственных печах, предназначенных для точного теплового контроля, что гарантирует повторяемость и успех ваших операций по пайке.
Мы предоставляем инструменты для совершенства:
- Прецизионные печи: Достигайте и поддерживайте точные температуры, требуемые вашими присадочными металлами.
- Равномерный нагрев: Устраните холодные точки, которые приводят к слабым соединениям.
- Долговечные расходные материалы: Высококачественные приспособления и изоляция для защиты ваших инвестиций.
Перестаньте гадать и начните добиваться безупречной пайки. Свяжитесь с нашими экспертами по термическим процессам сегодня, чтобы найти идеальное печное решение для вашей лаборатории или производственных нужд.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества



















