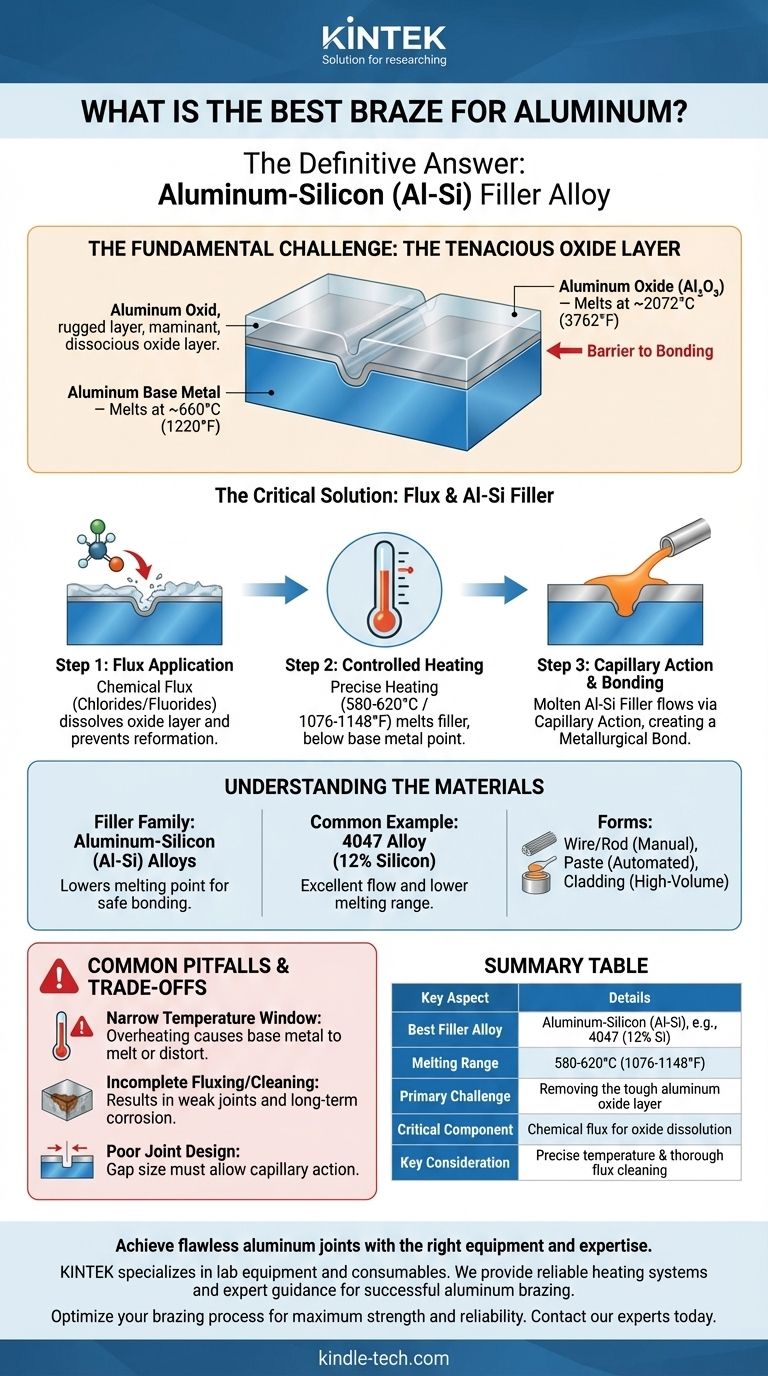
Лучшим и наиболее распространенным припоем для алюминия является алюминиево-кремниевый (Al-Si) присадочный сплав. Эти сплавы специально разработаны с температурой плавления, которая ниже, чем у основных алюминиевых деталей, которые вы соединяете, но достаточно высока для создания прочного, постоянного соединения. Однако истинно «лучшим» выбором является система, которая сочетает в себе правильный присадочный металл с соответствующим флюсом и точным методом нагрева для преодоления уникальных химических проблем алюминия.
Основная проблема при пайке алюминия заключается не в самом соединении, а в преодолении прочного, высокотемпературного слоя оксида алюминия, который мгновенно образуется на его поверхности. Лучший подход к пайке — это тот, который эффективно удаляет этот оксидный слой, позволяя присадочному металлу образовывать прямое металлургическое соединение с чистым алюминием под ним.

Основная проблема: оксид алюминия
Прежде чем выбрать присадочный металл, вы должны понять главное препятствие при соединении алюминия. Это химический барьер, который определяет весь процесс.
Устойчивый оксидный слой
Алюминий — это высокореактивный металл. В тот момент, когда он подвергается воздействию воздуха, он образует твердый, прозрачный и химически инертный слой оксида алюминия (Al₂O₃).
Этот оксидный слой самовосстанавливается, мгновенно образуясь заново, если его поцарапать или удалить.
Почему этот оксид является проблемой
Температура плавления слоя оксида алюминия составляет примерно 2072°C (3762°F). Это значительно выше температуры плавления самого основного металла алюминия, которая составляет около 660°C (1220°F).
Вы не можете паять сквозь этот оксидный барьер. Присадочный металл просто скатится в шарик на поверхности, не «смачивая» и не соединяясь с подлежащим алюминием.
Критическая роль флюса
Для решения этой проблемы пайка требует флюса. Флюс — это агрессивное химическое соединение, обычно смесь хлоридов и фторидов, которое выполняет две критически важные задачи.
Во-первых, он химически атакует и растворяет оксидный слой по мере нагрева детали. Во-вторых, он защищает очищенную область соединения от кислорода, предотвращая повторное образование оксида и позволяя расплавленному припою свободно течь.
Понимание материалов для пайки алюминия
Сама «пайка» представляет собой комбинацию определенного присадочного металла и соответствующего флюса.
Семейство алюминиево-кремниевых (Al-Si) припоев
Промышленным стандартом для пайки алюминия является семейство алюминиево-кремниевых сплавов. Добавление кремния в алюминий эффективно снижает его температуру плавления.
Эти присадочные металлы разработаны для плавления в точном диапазоне, обычно между 580-620°C (1076-1148°F). Эта температура достаточно высока для прочного соединения, но безопасно ниже температуры плавления большинства распространенных основных алюминиевых сплавов.
Пример распространенного сплава: 4047
Ярким примером является сплав 4047, который содержит примерно 12% кремния. Его низкая температура плавления и отличные характеристики текучести делают его одним из наиболее широко используемых присадочных металлов для пайки таких сплавов, как 6061 и 3003.
Формы присадочного материала
Присадочный металл и флюс могут наноситься несколькими способами, в зависимости от производственного процесса:
- Проволока/стержень: Для ручной газовой пайки, часто покрытые флюсом.
- Паста: Смесь порошкообразного присадочного металла и флюса, которую можно точно дозировать.
- Плакирование: Лист для пайки, где тонкий слой присадочного сплава металлургически связан с основным сплавом. Это распространено в крупносерийном производстве, например, для автомобильных радиаторов.
Распространенные ошибки и компромиссы
Успех в пайке алюминия требует понимания его узкого технологического окна и потенциальных точек отказа.
Узкое температурное окно
Самая большая проблема — контроль температуры. Температура плавления присадки Al-Si лишь немного ниже температуры плавления основного материала.
Перегрев даже на небольшую величину может привести к провисанию, деформации или полному расплавлению всей детали. Точный, равномерный нагрев абсолютно необходим.
Неполное флюсование или очистка
Флюс должен присутствовать везде, где предполагается растекание припоя. Любая пропущенная область сохранит свой оксидный слой, что приведет к неполному или неудачному соединению.
Кроме того, большинство эффективных флюсов очень агрессивны. После пайки все остатки флюса должны быть тщательно удалены с детали, обычно горячей водой и щеткой, чтобы предотвратить долгосрочную коррозию, которая может разрушить сборку.
Плохая конструкция соединения
Пайка основана на капиллярном действии, которое втягивает расплавленный присадочный металл в зазор между двумя деталями.
Если зазор слишком велик, капиллярное действие будет слишком слабым, чтобы заполнить соединение. Если зазор слишком мал, флюс и припой могут не проникнуть в него, что приведет к пустотам и слабому соединению.
Правильный выбор для вашей цели
Выбор «лучшего» припоя заключается в соответствии материалов и процесса вашей конкретной цели.
- Если ваша основная задача — соединение распространенных алюминиевых сплавов (таких как 6061 или 3003): Присадочный металл Al-Si, такой как 4047, является промышленным стандартом и вашей лучшей отправной точкой, в сочетании с соответствующим химическим флюсом.
- Если вы производите сложные узлы, такие как теплообменники: Рассмотрите использование плакированного листа для пайки, который обеспечивает наиболее равномерное и надежное нанесение присадочного металла.
- Если вы выполняете ручной ремонт или прототипирование с помощью горелки: Используйте флюсованный или флюсовый паяльный стержень и уделите первостепенное внимание отработке равномерного нагрева, чтобы избежать расплавления основной детали.
- Если долгосрочная надежность является вашим главным приоритетом: Ваш процесс должен включать строгий и проверенный этап очистки после пайки для полного удаления всех коррозионных остатков флюса.
В конечном итоге, успешная пайка алюминия зависит не столько от одного «лучшего» сплава, сколько от контролируемой системы правильного припоя, флюса и нагрева.
Сводная таблица:
| Ключевой аспект | Подробности |
|---|---|
| Лучший присадочный сплав | Алюминий-кремний (Al-Si), например, 4047 (12% Si) |
| Диапазон плавления | 580-620°C (1076-1148°F) |
| Основная проблема | Удаление прочного слоя оксида алюминия (плавится при ~2072°C) |
| Критический компонент | Химический флюс (хлориды/фториды) для растворения оксида и предотвращения повторного образования |
| Распространенные формы | Проволока/стержень, паста или плакированный лист для пайки |
| Ключевое соображение | Точный контроль температуры и тщательная очистка от флюса после пайки являются обязательными |
Добейтесь безупречных алюминиевых соединений с помощью правильного оборудования и опыта.
Пайка алюминия требует точного контроля температуры и глубокого понимания материаловедения, чтобы избежать распространенных ошибок, таких как расплавление основного металла или коррозия флюса.
KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя потребности лабораторий. Мы предоставляем надежные системы нагрева и экспертное руководство, необходимые для успешной пайки алюминия, будь то НИОКР, прототипирование или производство.
Позвольте нам помочь вам оптимизировать процесс пайки для достижения максимальной прочности и надежности.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и найти идеальное решение для вашей лаборатории.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
