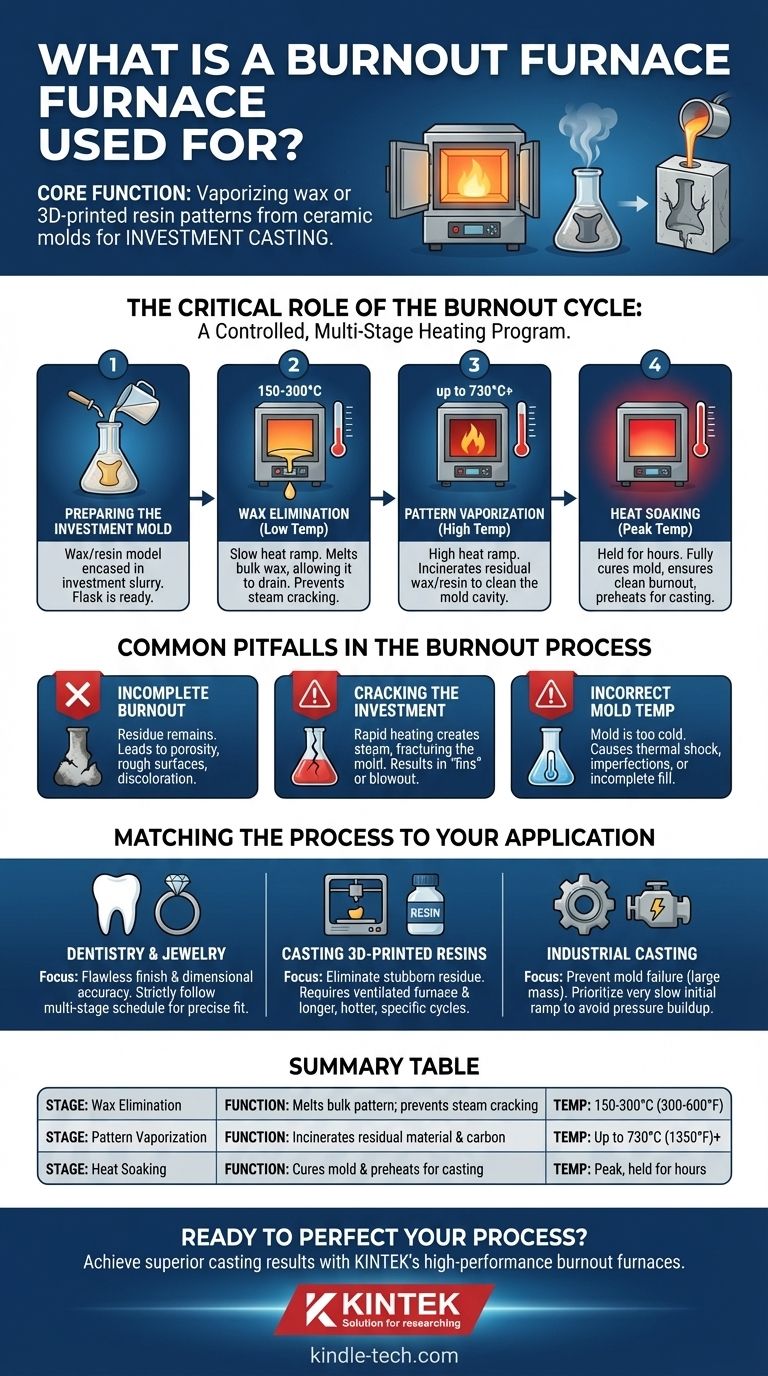
По своей сути, муфельная печь для выжигания — это высокотемпературная печь, используемая для полного испарения восковых или напечатанных на 3D-принтере смоляных моделей из керамической формы. Это центральный этап процесса, называемого «литье по выплавляемым моделям» или «литье по выплавляемым восковым моделям». Печь выполняет точную многостадийную программу нагрева, называемую циклом выжигания, которая создает идеальную полую полость внутри формы, готовую для заполнения расплавленным металлом.
Истинное назначение муфельной печи для выжигания — не просто расплавить модель. Оно заключается в выполнении контролируемой последовательности по времени и температуре, которая одновременно без следа удаляет модель и термически подготавливает форму к приему расплавленного металла без растрескивания или образования дефектов.

Критическая роль цикла выжигания
Успех изготовления стоматологической коронки, ювелирного изделия или прецизионной промышленной детали часто зависит от безупречного выполнения цикла выжигания. Весь процесс представляет собой тщательно организованное термическое событие.
Этап 1: Подготовка литейной формы
Прежде чем печь будет использована, восковая или смоляная модель конечной детали заключается в гипсоподобную суспензию, называемую литейной массой (инвестицией). После того как эта литейная масса затвердеет, вся литейная форма помещается в муфельную печь для выжигания.
Этап 2: Удаление воска (низкая температура)
Печь начинает медленно и равномерно повышать температуру, обычно до 150–300°C (300–600°F).
Цель этого начального этапа — расплавить основную часть воска, позволяя ему вытечь из формы. Слишком быстрое повышение температуры на этом этапе превратит захваченную влагу в пар, что приведет к растрескиванию литейной массы.
Этап 3: Испарение модели (высокая температура)
После начальной фазы температура значительно повышается, часто до пика в 730°C (1350°F) или выше, в зависимости от материала.
Этот высокотемпературный этап по-настоящему определяет «выжигание». Он сжигает и испаряет любой остаточный воск, смолу или углеродистый осадок, оставшийся внутри полости формы. Чистая форма является не подлежащим обсуждению условием для чистого литья.
Этап 4: Прокаливание (пиковая температура)
Печь выдерживает форму при пиковой температуре в течение нескольких часов в фазе, называемой «прокаливание» (heat soaking).
Этот критический шаг выполняет две функции: он гарантирует, что удалена каждая последняя молекула модели, и он полностью отверждает и укрепляет литейную форму. Он также доводит саму форму до оптимальной температуры для литья, что предотвращает слишком быстрое охлаждение расплавленного металла при заливке.
Распространенные ошибки в процессе выжигания
Цикл выжигания — это процесс, требующий точности. Отклонение от правильной процедуры вносит дефекты, которые могут испортить конечный продукт.
Неполное выжигание
Если печь не достигает нужной температуры или не выдерживается при ней достаточно долго, в форме остаются микроскопические углеродистые остатки. Это приводит к пористости, шероховатости поверхности и обесцвечиванию конечного металлического отливка.
Растрескивание литейной массы
Слишком быстрый нагрев формы, особенно на начальном этапе низкой температуры, является наиболее частой причиной неудачи. Быстрое расширение пара создает трещины в литейной массе, которые будут заполнены металлом, что приведет к нежелательным «ребрам» или полному разрушению.
Неправильная температура формы
Неправильное прокаливание формы означает, что она будет слишком холодной, когда в нее будет введен расплавленный металл. Этот термический шок может вызвать дефекты поверхности или привести к затвердеванию металла до того, как он заполнит всю полость, в результате чего деталь будет неполной.
Соответствие процесса вашему применению
Ваша конечная цель определяет, как вы подходите к циклу выжигания. Каждое применение имеет свою уникальную точку чувствительности.
-
Если ваша основная цель — стоматология или ювелирное дело: Ваша цель — безупречная чистота поверхности и точность размеров. Вы должны строго следовать многостадийному графику выжигания, рекомендованному производителем литейной массы, поскольку даже незначительные отклонения могут поставить под угрозу посадку или отделку.
-
Если ваша основная цель — литье смол, напечатанных на 3D-принтере: Ваша главная проблема — удаление стойких остатков и золы, которые могут образовывать смолы. Вам нужна хорошо вентилируемая печь и более длительный, часто более горячий цикл выжигания, специально разработанный для «выжигаемых» смол, чтобы обеспечить чистоту полости формы.
-
Если ваша основная цель — крупносерийное промышленное литье: Ваш самый большой риск — разрушение формы из-за большой массы. Уделите первостепенное внимание очень медленному и постепенному начальному повышению температуры, чтобы влага и воск могли выйти без создания разрушительного давления внутри литейной массы.
В конечном счете, овладение муфельной печью для выжигания — это овладение основой идеального литья.
Сводная таблица:
| Этап выжигания | Ключевая функция | Типичный диапазон температур |
|---|---|---|
| Удаление воска | Расплавляет основной материал модели; предотвращает растрескивание от пара | 150–300°C (300–600°F) |
| Испарение модели | Сжигает остаточный воск/смолу и углеродистый осадок | До 730°C (1350°F) или выше |
| Прокаливание | Отверждает форму и предварительно нагревает ее для литья | Пиковая температура выдерживается в течение нескольких часов |
Готовы усовершенствовать свой процесс литья по выплавляемым моделям? Точный цикл выжигания — ключ к безупречным ювелирным изделиям, стоматологическим протезам и промышленным деталям. KINTEK специализируется на высокоэффективных муфельных печах для выжигания, разработанных для ваших конкретных применений, обеспечивающих полное удаление модели и оптимальную подготовку формы. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальную печь для потребностей вашей лаборатории и добиться превосходных результатов литья.
Визуальное руководство
Связанные товары
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Лабораторная муфельная печь с нижним подъемом
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
Люди также спрашивают
- Какова роль муфельной печи в обжиге железорудных окатышей? Оптимизация минеральной фазы и прочности на сжатие
- Каково значение интеграции высокотемпературной муфельной печи в систему испытаний на ударный износ?
- Почему отжиг в высокотемпературной муфельной печи имеет решающее значение для подготовки промежуточного слоя Sb-SnO2?
- Какова основная функция высокотемпературных муфельных или трубчатых печей для керамических покрытий? Обеспечение максимальной долговечности
- Какую роль играет высокотемпературная муфельная печь в синтезе керамических катализаторов, модифицированных марганцем/кобальтом?



















