Три отдельных этапа цикла спекания — это начальный нагрев и выжигание связующего, выдержка при высокой температуре, где частицы связываются, и фаза контролируемого охлаждения, которая устанавливает окончательные свойства материала. Хотя его часто путают с более широким процессом порошковой металлургии, цикл спекания относится конкретно к этой трехэтапной термической обработке, которая превращает хрупкий порошковый компакт в твердый, высокопрочный компонент.
Критическое различие, которое необходимо понимать, заключается в том, что «спекание» — это не одно действие, а точный трехэтапный термический процесс. Каждый этап — нагрев, выдержка и охлаждение — служит уникальной цели в превращении рыхлого металлического порошка в единую, функциональную деталь.

Почему спекание является решающим шагом
Прежде чем деталь попадает в печь для спекания, она представляет собой просто набор металлических порошков, спрессованных в форму. Это известно как «сырая заготовка». Она хрупкая и не обладает значительной структурной прочностью.
Процесс спекания — это термическая обработка, которая придает детали прочность и целостность. Нагревая ее до температуры чуть ниже точки плавления основного металла, вы запускаете процесс атомной диффузии.
Представьте себе это как отдельные кубики льда в стакане. Даже без плавления, там, где они соприкасаются, они начинают сливаться и связываться друг с другом. Спекание делает то же самое для металлических частиц, создавая прочные металлургические связи, которые превращают порошок в твердую массу.
Объяснение трех этапов цикла спекания
Успех спеченной детали полностью зависит от точного контроля температурного профиля печи во времени. Этот профиль разбивается на три основных этапа.
Этап 1: Предварительный нагрев и выжигание связующего
Первая фаза включает медленное повышение температуры. Это не просто нагрев детали.
Его основная цель — безопасно испарить и удалить любые смазочные материалы или связующие, которые были смешаны с металлическим порошком на этапе уплотнения. Спешка на этом этапе может привести к закипанию этих добавок, созданию внутреннего давления, которое может вызвать растрескивание или деформацию детали.
Этап 2: Выдержка при высокой температуре
Это ядро процесса спекания. Компонент выдерживается при определенной высокой температуре — обычно 70-90% от точки плавления металла — в течение заданного периода.
Во время этой выдержки атомная диффузия идет полным ходом. Атомы мигрируют через границы соседних частиц, создавая прочные металлургические связи и «шейки» между ними. Этот процесс уменьшает пустое пространство (пористость) в детали, увеличивая ее плотность и прочность.
Этап 3: Контролируемое охлаждение
Заключительный этап — это контролируемое охлаждение детали до комнатной температуры. Скорость охлаждения не является второстепенным фактором; это критический шаг, который определяет окончательную микроструктуру металла.
Подобно закалке или отпуску стали, быстрая или медленная скорость охлаждения может кардинально изменить свойства, такие как твердость, ударная вязкость и пластичность. Этот этап разработан для фиксации желаемых механических характеристик для конечного применения компонента.
Понимание критических параметров
Для достижения успешного результата необходимо сбалансировать несколько факторов. Неправильное управление ими может привести к выходу деталей из строя или непостоянному качеству.
Температура против времени
Сочетание температуры и времени выдержки определяет конечную плотность и прочность. Более высокие температуры или более длительное время могут увеличить прочность связи, но также рискуют чрезмерным ростом зерна или деформацией детали. Этот баланс является ключом к достижению желаемых характеристик без нежелательных побочных эффектов.
Роль атмосферы
Спекание почти всегда выполняется в печи с контролируемой атмосферой. Нагрев металла до таких высоких температур в присутствии кислорода вызовет немедленное и катастрофическое окисление (ржавление), разрушив деталь.
Печи обычно заполняются инертными или восстановительными газами, такими как азот или смесь водорода, для защиты компонентов и облегчения чистого связывания частиц.
Сырая деталь против спеченной детали
Существует неотъемлемый компромисс между состоянием до спекания и после спекания. «Сырая» деталь по размерам очень близка к форме, в которой она была спрессована, но она чрезвычайно хрупкая. Конечная спеченная деталь прочна и долговечна, но она претерпевает некоторую предсказуемую усадку по мере увеличения ее плотности.
Согласование цикла с вашей целью
Конкретные параметры трехэтапного цикла корректируются в зависимости от материала и желаемого результата.
- Если ваша основная цель — максимальная прочность и плотность: Выдержка при высокой температуре (Этап 2) будет оптимизирована с более высокими температурами или более длительным временем выдержки.
- Если ваша основная цель — высокая точность размеров: Все три этапа должны тщательно контролироваться для предсказуемого управления тепловым расширением и усадкой.
- Если вы создаете термообработанную деталь: Контролируемое охлаждение (Этап 3) является наиболее критической фазой, так как его скорость будет определять окончательную твердость и микроструктуру.
Освоение этих трех этапов является ключом к надежному превращению простого металлического порошка в точный, высокопроизводительный компонент.
Сводная таблица:
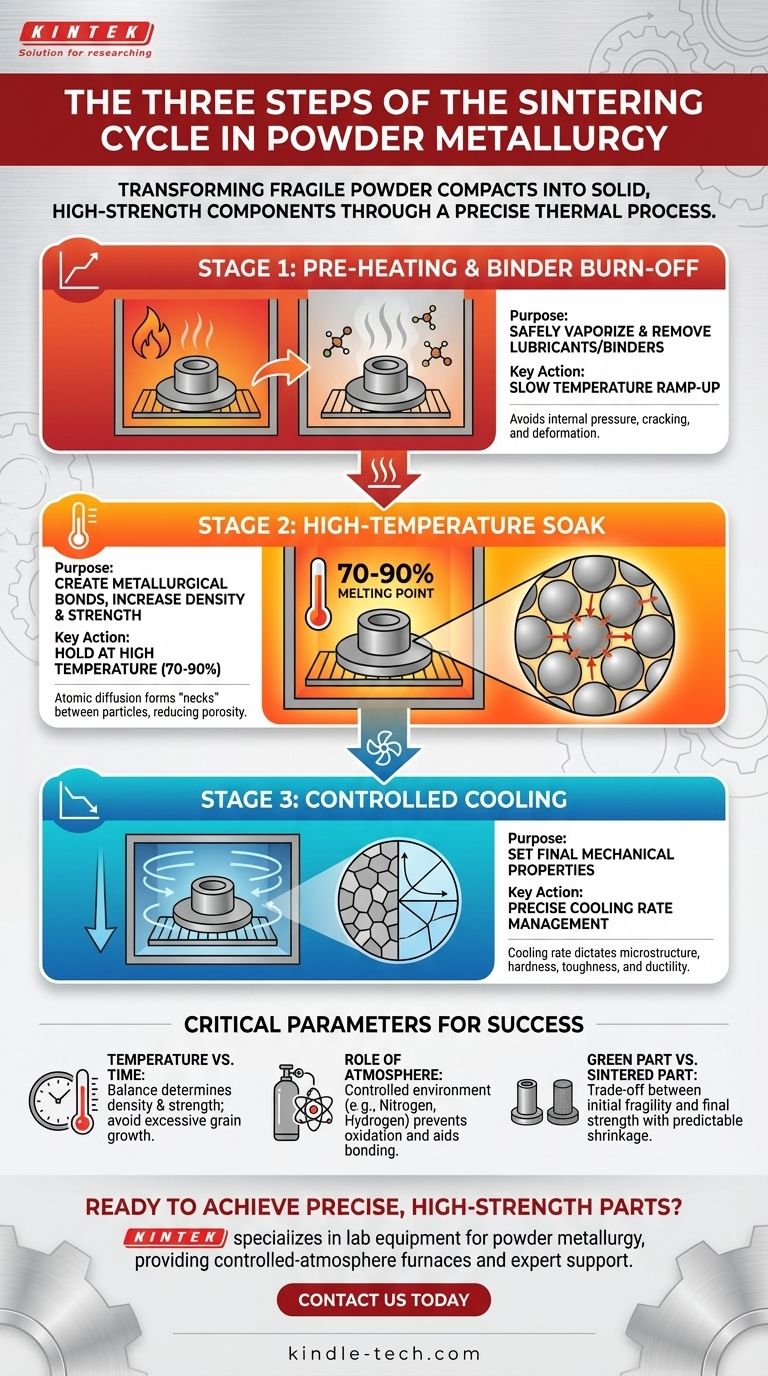
| Этап | Назначение | Ключевое действие |
|---|---|---|
| 1. Предварительный нагрев и выжигание | Безопасное удаление смазочных материалов/связующих | Медленное повышение температуры |
| 2. Выдержка при высокой температуре | Создание связей между частицами и увеличение плотности | Выдержка при 70-90% от точки плавления |
| 3. Контролируемое охлаждение | Установка окончательных механических свойств | Точное управление скоростью охлаждения |
Готовы создавать точные, высокопрочные спеченные детали?
KINTEK специализируется на лабораторном оборудовании и расходных материалах для порошковой металлургии, предоставляя печи с контролируемой атмосферой и экспертную поддержку, необходимую для освоения каждого этапа цикла спекания — от выжигания связующего до окончательного охлаждения.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут повысить эффективность вашей лаборатории и обеспечить стабильные, высококачественные результаты для ваших металлических компонентов.
Визуальное руководство
Связанные товары
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь для искрового плазменного спекания SPS
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Малая печь для вакуумной термообработки и спекания вольфрамовой проволоки
- Печь для спекания циркониевой керамики для зубопротезирования с вакуумным прессованием
Люди также спрашивают
- Каковы альтернативные атмосферы чистому водороду для процессов спекания порошковой металлургии? Top Sintering Solutions
- В чем смысл спекания? Создание прочных, сложных деталей без плавления
- Каково влияние температуры спекания на размер зерна? Руководство по контролю микроструктуры
- Что такое вакуумная спекательная печь? Раскройте чистоту и производительность передовых материалов
- Что такое процесс спекания под давлением? Достижение превосходной плотности и прочности для высокопроизводительных деталей



















