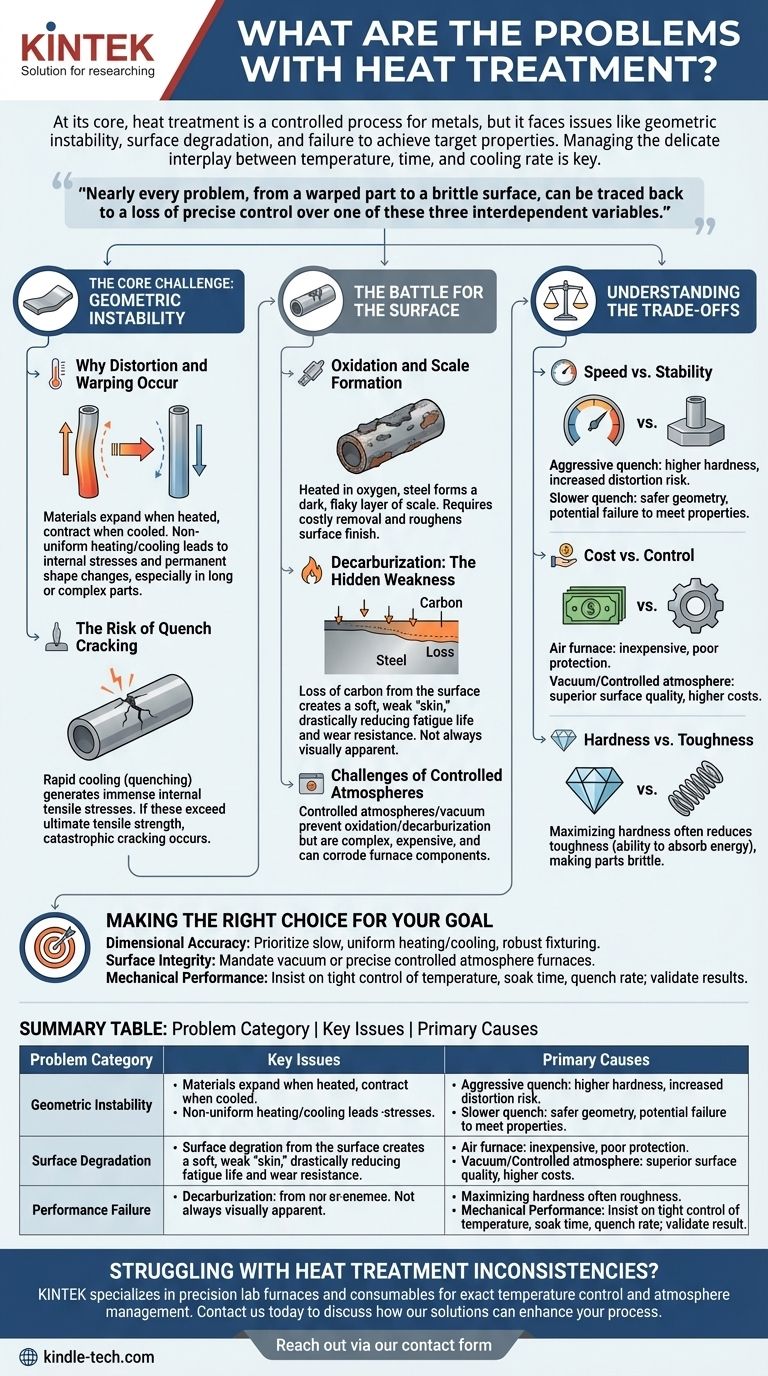
По своей сути, термическая обработка — это контролируемый процесс нагрева и охлаждения металлов для достижения желаемых механических свойств, но он сопряжен с потенциальными проблемами. Наиболее распространенные проблемы делятся на три категории: геометрическая нестабильность, такая как деформация и трещины; деградация поверхности, такая как окалинообразование и науглероживание; и неспособность достичь целевой твердости или микроструктуры, что приводит к нестабильной работе.
Основная проблема термической обработки заключается не только в предотвращении отдельных дефектов, но и в управлении тонким взаимодействием между температурой, временем и скоростью охлаждения. Почти любая проблема, от покоробленной детали до хрупкой поверхности, может быть связана с потерей точного контроля над одной из этих трех взаимозависимых переменных.

Основная проблема: геометрическая нестабильность
Наиболее наглядно драматические сбои при термической обработке связаны с потерей детали ее первоначальной формы или полным разрушением. Эти проблемы возникают из-за сильных термических напряжений и напряжений, вызванных фазовыми превращениями в процессе.
Почему возникают деформация и коробление
Все материалы расширяются при нагревании и сжимаются при охлаждении. Когда это происходит неравномерно по всей детали — из-за ее геометрии или неравномерной температуры в печи — возникают внутренние напряжения.
Затем эти напряжения снимаются, когда материал пластически деформируется при высоких температурах, что приводит к необратимым изменениям формы детали. Вот почему длинные, тонкие детали или детали со сложной геометрией особенно подвержены короблению.
Риск трещин при закалке
Закалка, или быстрое охлаждение, необходима для достижения высокой твердости сталей. Однако это также точка наибольшего риска.
Поскольку поверхность детали охлаждается и претерпевает превращения гораздо быстрее, чем ее сердцевина, возникают огромные внутренние растягивающие напряжения. Если эти напряжения превысят предел прочности материала на разрыв, произойдет катастрофическое растрескивание, что сделает деталь непригодной для использования.
Борьба за поверхность
Поверхность детали — это ее интерфейс с внешним миром, и термическая обработка, к сожалению, может ее ухудшить. Защита химии и отделки поверхности является критически важным и часто сложным аспектом процесса.
Окисление и образование окалины
При нагреве в присутствии кислорода (то есть в печи с открытой атмосферой) сталь быстро образует темный, шелушащийся слой оксида железа, известный как окалина.
Эту окалину необходимо удалять с помощью дорогостоящих вторичных процессов, таких как пескоструйная обработка или кислотное травление. Это также приводит к шероховатой поверхности и небольшой потере материала.
Науглероживание: скрытая слабость
Науглероживание — это потеря углерода с поверхности стали. Оно происходит при высоких температурах, когда атмосфера печи имеет более низкий потенциал углерода, чем сама сталь.
Это создает мягкий, слабый «слой» на детали, что резко снижает усталостную долговечность и износостойкость. Это особенно опасный дефект, поскольку он не всегда очевиден на глаз.
Проблемы контролируемых атмосфер
Для предотвращения окисления и науглероживания детали часто подвергают термической обработке в контролируемых атмосферах или в вакууме. Однако это порождает свои собственные проблемы.
Управление точным составом технологических газов является сложным и дорогостоящим. Кроме того, определенные атмосферы могут быть коррозионными, вызывая эрозию и преждевременный выход из строя электрических нагревательных элементов печи и других внутренних компонентов.
Понимание компромиссов
Выбор правильного процесса термической обработки всегда связан с балансированием конкурирующих приоритетов. Понимание этих компромиссов является ключом к избежанию распространенных ловушек.
Скорость против стабильности
Более агрессивная закалка обеспечивает более высокую твердость, но резко увеличивает риск деформации и трещин. Более медленная закалка безопаснее с точки зрения геометрии, но может не обеспечить требуемых механических свойств.
Стоимость против контроля
Термическая обработка в печи с воздушной средой недорога, но почти не обеспечивает защиты от окалины и науглероживания. Вакуумная печь или печь с контролируемой атмосферой обеспечивают превосходное качество поверхности, но сопряжены со значительно более высокими затратами на оборудование и эксплуатацию.
Твердость против вязкости
Это фундаментальный компромисс материала. Процессы, которые максимизируют твердость, сопротивление материала вдавливанию и износу, часто снижают его вязкость, то есть способность поглощать энергию и сопротивляться разрушению. Деталь, которая слишком тверда, может стать хрупкой и неожиданно разрушиться при эксплуатации.
Сделайте правильный выбор для вашей цели
Успешное преодоление проблем термической обработки требует согласования вашего процесса с вашим наиболее критичным инженерным требованием.
- Если ваш основной фокус — точность размеров: Приоритетом должны быть медленный, равномерный нагрев и охлаждение, а также использование прочных приспособлений для поддержки детали и минимизации деформации.
- Если ваш основной фокус — целостность поверхности: Требуйте использования вакуумных или точно контролируемых атмосферных печей для предотвращения окисления и науглероживания.
- Если ваш основной фокус — механические характеристики: Настаивайте на строгом контроле всех параметров процесса — температуры, времени выдержки и скорости закалки — и проверяйте результаты с помощью тщательного тестирования.
Понимание этих присущих проблем — первый шаг к овладению процессом термической обработки и обеспечению надежных результатов.
Сводная таблица:
| Категория проблемы | Ключевые проблемы | Основные причины |
|---|---|---|
| Геометрическая нестабильность | Деформация, Коробление, Трещины при закалке | Неравномерный нагрев/охлаждение, термические напряжения, быстрая закалка |
| Деградация поверхности | Окалинообразование, Науглероживание, Окисление | Воздействие кислорода, неправильная атмосфера печи |
| Сбой производительности | Непостоянная твердость, хрупкая микроструктура | Плохой контроль температуры, времени или скорости охлаждения |
Сталкиваетесь с проблемами из-за непостоянства результатов термической обработки? KINTEK специализируется на прецизионных лабораторных печах и расходных материалах, которые обеспечивают точный контроль температуры и управление атмосферой, необходимые для предотвращения деформации, трещин и поверхностных дефектов. Наше оборудование гарантирует, что ваши материалы достигнут желаемой твердости, микроструктуры и размерной стабильности — каждый раз. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут улучшить ваш процесс термической обработки и повысить эффективность вашей лаборатории. Свяжитесь с нами через нашу контактную форму для получения индивидуальной консультации!
Визуальное руководство