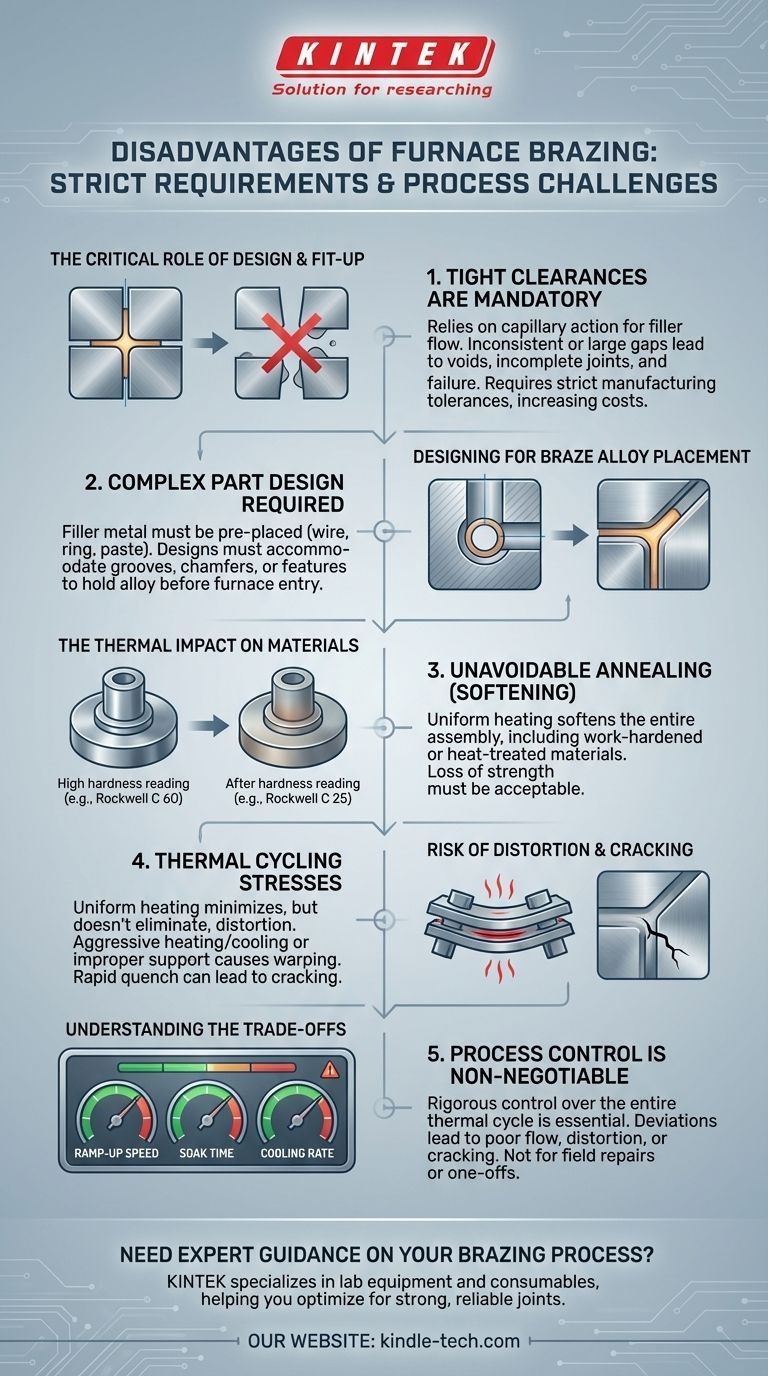
Следует отметить, что основные недостатки печной пайки заключаются не в сбоях самого процесса, а в строгих требованиях, которые должны быть соблюдены при проектировании и контроле процесса. К основным ограничениям относятся необходимость очень малых зазоров в соединениях, неизбежный отжиг (размягчение) всей сборки и потребность в такой конструкции деталей, которая специально предусматривает размещение припоя.
Основная проблема печной пайки — ее негибкость. Процесс дает превосходные результаты при точном контроле конструкции деталей, пригонки соединений и термических циклов, но он может легко дать сбой, если эти предпосылки не соблюдены.

Критическая роль конструкции и пригонки
Хотя печная пайка обеспечивает прочные и чистые соединения, этот результат полностью зависит от предварительного проектирования. Конструкция компонентов так же важна, как и сам процесс пайки.
Необходимость малых зазоров
Печная пайка полагается на капиллярное действие для затягивания расплавленного припоя в соединение. Это физическое явление эффективно работает только при очень малых, однородных зазорах.
Если зазор между деталями слишком велик или непостоянен, припой не будет течь должным образом, что приведет к пустотам, неполным соединениям и браку сборки. Это требует жестких производственных допусков, что может увеличить затраты на механическую обработку.
Проектирование для размещения припоя
Нельзя просто нанести припой в последнюю минуту. Его необходимо разместить в соединении до того, как сборка попадет в печь, обычно в виде проволоки, кольца, пасты или прокладки.
Конструкция вашей детали должна это учитывать. Часто требуется добавление канавок, фасок или специальных элементов для удержания припоя в правильном положении, чтобы гравитация и капиллярное действие затянули его в соединение при плавлении.
Тепловое воздействие на материалы
Нагрев всей сборки до температуры пайки имеет значительные, неизбежные последствия для свойств основных материалов.
Неизбежный отжиг компонентов
Печь нагревает всю деталь, а не только зону соединения. Этот равномерный цикл нагрева отожжет или размягчит любые материалы, которые ранее подвергались термообработке или наклёпу для достижения более высокой прочности.
Эта потеря твердости должна быть приемлемой для функции конечного продукта. В некоторых случаях цикл пайки можно совместить с циклом упрочнения, но это требует сложного контроля процесса и совместимых материалов.
Риск термических деформаций
Хотя равномерный нагрев, как правило, минимизирует деформацию по сравнению с локализованными методами, такими как сварка, риск не равен нулю. Если компоненты недостаточно закреплены или скорости нагрева и охлаждения слишком агрессивны, деформация все же может произойти.
Сборки должны быть термически стабильными на протяжении всего цикла, чтобы припой правильно тек в соединения, которые остаются однородными.
Риск растрескивания при закалке
Если фаза охлаждения (закалка) слишком быстрая, это может вызвать огромное напряжение в новообразованном соединении. Это может привести к растрескиванию при закалке, когда паяное соединение или соседний основной металл разрушается.
Контроль скорости охлаждения — это тонкий баланс, особенно если вы также пытаетесь достичь определенной твердости основного материала.
Понимание компромиссов
Печная пайка — это промышленный процесс с определенными ограничениями, которые делают его непригодным для некоторых применений.
Контроль процесса не подлежит обсуждению
Успешная печная пайка зависит от строгого контроля всего термического цикла. Скорость нарастания, время выдержки при температуре и скорость охлаждения должны управляться точно.
Любое отклонение может привести к проблемам, упомянутым выше, включая плохую текучесть припоя, деформацию или растрескивание. Это не «прощающий» процесс, который можно легко скорректировать на ходу.
Не подходит для ремонта на месте или единичных изделий
Печная пайка по своей природе является заводским процессом. Она требует крупного стационарного оборудования и не может использоваться для ремонта на месте или для соединения единичных уникальных сборок экономически эффективным способом.
Такие методы, как газовая пайка или сварка, гораздо более практичны для малосерийных или переносных применений.
Менее эффективна для очень толстых сечений
Хотя этот метод отлично подходит для соединения сложных сборок, равномерный нагрев при печной пайке может быть трудоемким и энергозатратным для очень крупных или толстостенных компонентов. Локализованные методы нагрева часто более эффективны в этих сценариях.
Правильный выбор для вашего применения
Оценивайте печную пайку на основе ее строгих требований, а не только ее потенциальных преимуществ.
- Если ваш основной фокус — соединение термочувствительных или наклёпанных компонентов: Имейте в виду, что печная пайка отожжет всю сборку, что может неприемлемо снизить прочность материала.
- Если ваша конструкция предполагает большие допуски или широкие зазоры: Печная пайка непригодна, поскольку она зависит от плотных, однородных капиллярных зазоров для правильного течения припоя.
- Если вам требуется переносное или быстрое решение для малосерийного соединения: Пакетный характер и оборудование печной пайки делают такие методы, как газовая пайка или сварка, более практичными.
- Если ваши компоненты имеют высокий риск деформации: Вы должны обеспечить точный контроль термического цикла, поскольку неправильный нагрев или охлаждение сведет на нет преимущества процесса с низким уровнем напряжений.
В конечном счете, печная пайка — это мощный процесс для высокообъемного, высокоточного производства, когда вы можете спроектировать деталь и процесс с учетом ее требований.
Сводная таблица:
| Недостаток | Ключевая проблема | Влияние на сборку |
|---|---|---|
| Жесткие зазоры в соединениях | Требует точного капиллярного действия для течения припоя | Плохое течение, пустоты или неполные соединения, если допуски не соблюдены |
| Отжиг компонентов | Вся сборка нагревается, размягчая ранее упрочненные материалы | Потеря прочности основных материалов; может потребоваться термообработка после пайки |
| Проектирование для размещения припоя | Детали должны предусматривать предварительно размещенный припой (например, канавки, фаски) | Повышенная сложность конструкции и потенциальное увеличение затрат на механическую обработку |
| Риск термической деформации | Равномерный нагрев все еще может вызвать коробление при неправильном контроле | Несоосность или разрушение соединения, если компоненты не термически стабильны |
| Требования к контролю процесса | Точные термические циклы (нарастание, выдержка, охлаждение) не подлежат обсуждению | Непостоянные результаты или сбой, если циклы отклоняются; не подходит для разового ремонта |
Нужна экспертная помощь в выборе правильного процесса пайки для вашей лаборатории или производственных нужд? В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, включая решения для пайки, адаптированные к вашим конкретным требованиям. Независимо от того, имеете ли вы дело с жесткими допусками, термочувствительными материалами или высокообъемным производством, наша команда поможет вам оптимизировать процесс для получения прочных и надежных соединений. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные задачи!
Визуальное руководство
Связанные товары
- Печь для вакуумной термообработки молибдена
- Печь для спекания и пайки в вакууме
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Графитовая вакуумная печь для термообработки 2200 ℃
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Какие материалы используются в вакуумной печи? Руководство по материалам горячей зоны и обрабатываемым металлам
- Что происходит с теплом, выделяющимся в вакууме? Освоение термического контроля для получения превосходных материалов
- Может ли дуга возникнуть в вакууме? Да, и вот как этого избежать в вашей высоковольтной конструкции.
- Какая высокая температура в вакуумной печи? Определите диапазон для обработки ваших материалов
- В чем преимущество печной пайки? Достижение прочных, чистых соединений с минимальными деформациями



















