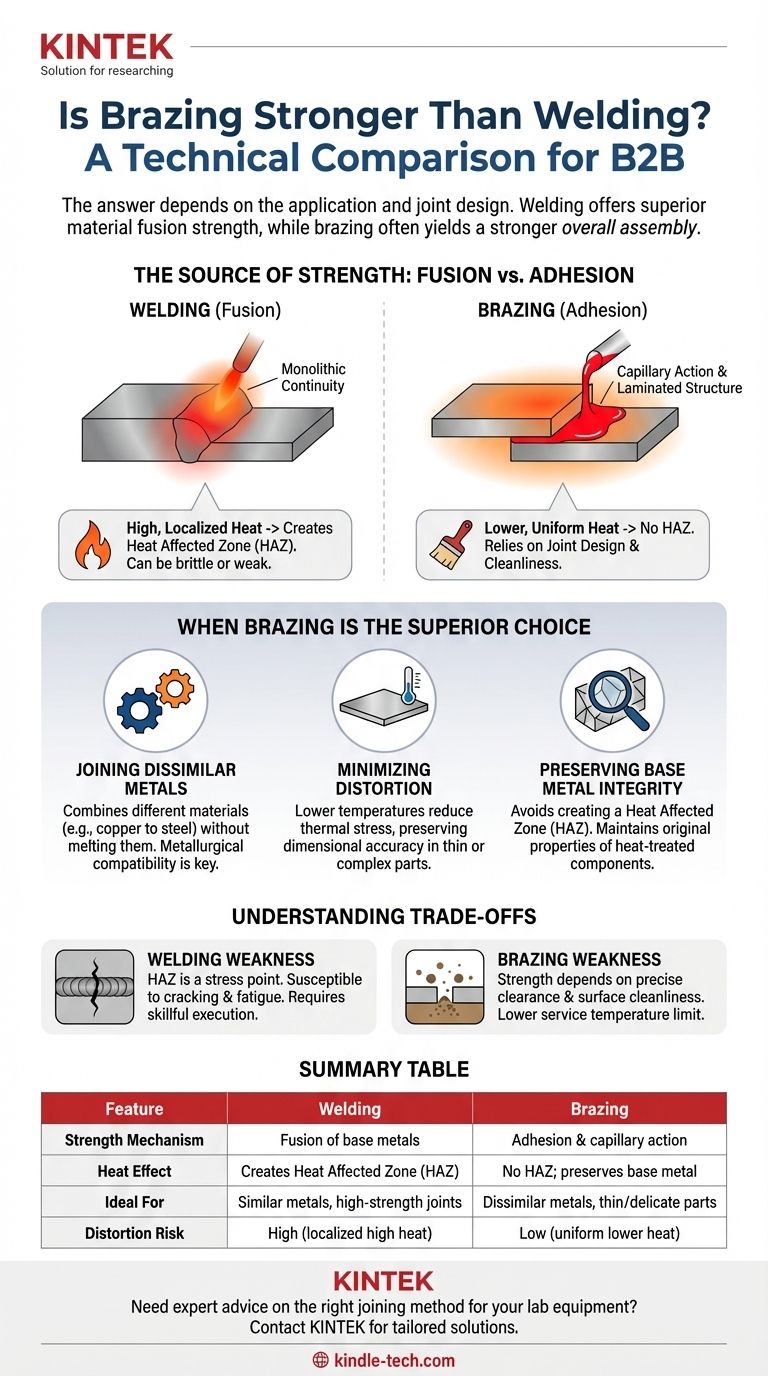
При прямом сравнении материала соединения правильно выполненная сварка прочнее паяного соединения. Это связано с тем, что сварка плавит и сплавляет основные металлы вместе, создавая единую, непрерывную деталь из материала. Однако этот простой ответ вводит в заблуждение. «Более прочный» метод полностью зависит от применения, соединяемых материалов и конструкции самого соединения, при этом пайка твердым припоем часто обеспечивает более прочную общую сборку.
Критическое различие заключается не в том, какой процесс в целом «прочнее», а в том, как каждый метод достигает своей прочности. Сварка создает прочность за счет сплавления, в то время как пайка твердым припоем создает прочность за счет конструкции соединения и адгезии. Понимание этой разницы является ключом к выбору правильного процесса для вашей цели.
Источник прочности: сплавление против адгезии
Фундаментальное различие между этими двумя процессами определяет их сильные и слабые стороны. Они не взаимозаменяемы; это разные инструменты для разных инженерных задач.
Как сварка достигает прочности
Сварка работает путем концентрации интенсивного тепла на соединении, расплавляя края основных металлов вместе с расходуемым присадочным материалом.
Этот расплавленный бассейн затвердевает в единую, сплавленную структуру. Полученный сварочный шов, по сути, представляет собой литую металлическую структуру, которая является неотъемлемой частью родительских деталей. Его прочность обусловлена этой монолитной непрерывностью.
Побочным продуктом этого интенсивного, локализованного нагрева является зона термического влияния (ЗТВ) — область основного металла рядом со сварным швом, которая была нагрета, но не расплавлена. Свойства металла в ЗТВ могут изменяться, иногда становясь более хрупкими или слабыми, чем исходный материал.
Как пайка твердым припоем достигает прочности
Пайка твердым припоем работает путем нагрева основных металлов до температуры ниже их точки плавления и введения присадочного металла, который плавится и втягивается в соединение за счет капиллярного действия.
Прочность паяного соединения не зависит от внутренней прочности присадочного металла, который почти всегда слабее основных металлов. Вместо этого его прочность обусловлена комбинацией металлургического соединения и превосходной конструкции соединения.
Паяные соединения проектируются с большой площадью поверхности (например, нахлесточное соединение вместо стыкового). Тонкий слой присадочного металла распределяет нагрузку по всей этой площади, создавая невероятно прочную слоистую структуру.
Когда паяная сборка является лучшим выбором
Хотя сам сварочный шов может быть прочнее, существуют распространенные сценарии, когда процесс пайки твердым припоем приводит к более надежному и функционально более прочному конечному продукту.
Соединение разнородных металлов
Сварка принципиально разных металлов (например, меди со сталью) чрезвычайно сложна или невозможна из-за различий в точках плавления, термическом расширении и металлургии.
Пайка твердым припоем отлично справляется с этой задачей. Выбрав присадочный металл, металлургически совместимый с обоими основными металлами, вы можете создать прочное, надежное соединение между ними, не расплавляя ни один из них.
Минимизация термических напряжений и деформаций
Высокий, локализованный нагрев при сварке вызывает значительные термические напряжения в детали, что может привести к короблению и деформации, особенно в тонких или сложных сборках.
Пайка твердым припоем использует гораздо более низкие температуры, и тепло подается более равномерно по всей площади соединения. Это сохраняет исходные свойства (например, закалку или твердость) основных металлов и значительно снижает риск деформации, часто приводя к более прочной, более точной по размерам конечной детали.
Сохранение целостности основного металла
ЗТВ, созданная сваркой, часто является самым слабым местом в готовой сборке и частой причиной отказа.
Поскольку пайка твердым припоем не плавит основные металлы, она не создает зону термического влияния. Механические свойства основных материалов вплоть до края соединения остаются неизменными, что является критическим преимуществом для термообработанных или нагартованных компонентов.
Понимание компромиссов
Ни один из методов не идеален. Правильный выбор означает понимание их присущих ограничений.
Слабость сварного соединения
Основная слабость сварного шва — это зона термического влияния (ЗТВ). Эта область может быть точкой концентрации напряжений и подвержена растрескиванию или охрупчиванию, особенно при усталостных или циклических нагрузках. Плохая техника сварки также может привести к пористости или неполному сплавлению, создавая значительные слабые места.
Слабость паяного соединения
Прочность паяного соединения критически зависит от зазора в соединении и чистоты. Если зазор между деталями слишком велик, прочность соединения становится равной прочности более слабого присадочного металла. Поверхности также должны быть идеально чистыми, чтобы капиллярное действие работало и образовывалось правильное металлургическое соединение.
Кроме того, паяные соединения имеют более низкий предел рабочей температуры, определяемый точкой плавления присадочного металла.
Правильный выбор для вашего применения
Оптимальный метод — это тот, который наилучшим образом справляется с силами и условиями, с которыми столкнется ваша сборка.
- Если ваша основная цель — максимальная сырая прочность в простом, несущем соединении (например, конструкционная сталь): Сварка — лучший выбор, так как она создает сплавленную, монолитную структуру.
- Если ваша основная цель — соединение разнородных металлов или деликатных, тонкостенных компонентов: Пайка твердым припоем предлагает надежное и прочное решение там, где сварка потерпит неудачу или повредит деталь.
- Если ваша основная цель — поддержание стабильности размеров и предотвращение деформации материала: Более низкий, равномерный нагрев при пайке твердым припоем делает ее гораздо лучшим вариантом.
- Если ваша основная цель — создание соединения без напряжений, сохраняющего свойства основного металла: Пайка твердым припоем — единственный выбор, поскольку она позволяет избежать создания зоны термического влияния.
Выйдя за рамки простого мышления «прочнее против слабее», вы сможете выбрать процесс соединения, который гарантирует производительность и целостность всего вашего проекта.
Сводная таблица:
| Характеристика | Сварка | Пайка твердым припоем |
|---|---|---|
| Механизм прочности | Сплавление основных металлов | Адгезия и капиллярное действие |
| Тепловое воздействие | Создает зону термического влияния (ЗТВ) | Нет ЗТВ; сохраняет основной металл |
| Идеально для | Однородные металлы, высокопрочные соединения | Разнородные металлы, тонкие/деликатные детали |
| Риск деформации | Высокий (локальный сильный нагрев) | Низкий (равномерный более низкий нагрев) |
Нужен совет эксперта по выбору правильного метода соединения для вашего лабораторного оборудования?
В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к вашим конкретным потребностям. Независимо от того, соединяете ли вы разнородные металлы для нестандартного реактора или вам требуется точная термическая обработка для деликатных компонентов, наша команда поможет вам выбрать оптимальный процесс для обеспечения прочности, надежности и производительности.
Свяжитесь с нами сегодня, чтобы обсудить ваш проект и узнать, как KINTEK может расширить возможности вашей лаборатории!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
Люди также спрашивают
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Можно ли паять чугун? Низкорискованный метод ремонта сложных отливок
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах



















