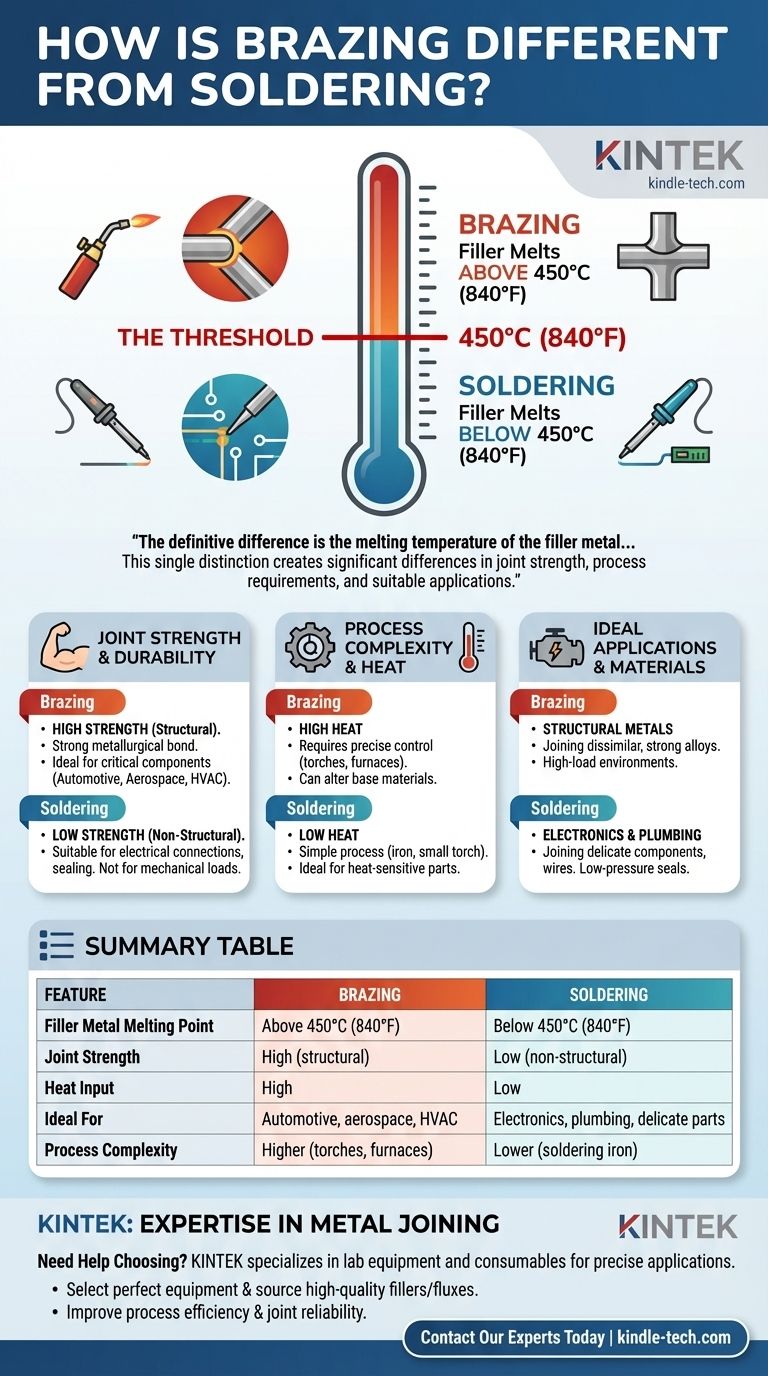
По сути, определяющее различие между пайкой твердым припоем и пайкой мягким припоем заключается в температуре плавления присадочного металла, используемого для соединения двух компонентов. Для пайки твердым припоем используются присадочные металлы, которые плавятся выше 450°C (840°F), в то время как для пайки мягким припоем используются присадочные металлы, которые плавятся ниже этого порога. Это единственное различие в температуре создает существенные различия в прочности соединения, требованиях к процессу и применимости.
Выбор между пайкой твердым припоем и пайкой мягким припоем — это, по сути, компромисс. Пайка твердым припоем обеспечивает превосходную прочность соединения ценой более высокой температуры и сложности процесса, в то время как пайка мягким припоем предлагает низкотемпературный, более простой процесс, идеальный для термочувствительных или неконструкционных применений.
Определяющее различие: Температура
Линия 450°C (840°F) не случайна; это международно признанный стандарт, разделяющий два процесса. Понимание этого порога — первый шаг к выбору правильного метода.
Порог 450°C (840°F)
Эта конкретная температура является официальной разделительной линией. Любой процесс, использующий присадочный металл, который плавится ниже этой точки, технически является пайкой мягким припоем, а любой процесс выше нее — пайкой твердым припоем.
Критически важно, что в обоих методах соединяемые базовые материалы не плавятся. Присадочный металл плавится, затягивается в соединение за счет капиллярного действия, а затем затвердевает, образуя связь.
Как присадочный металл определяет температуру
Температура плавления определяется составом присадочного металла. Присадки для пайки твердым припоем обычно представляют собой прочные сплавы латуни, бронзы, алюминия или серебра.
Присадки для пайки мягким припоем, или «припой», обычно представляют собой сплавы олова, часто в сочетании с серебром, медью или висмутом, которые имеют гораздо более низкие температуры плавления.
Практические последствия температурного разрыва
Разница в тепле, необходимом для пайки твердым припоем по сравнению с пайкой мягким припоем, напрямую влияет на производительность, стоимость и внешний вид конечного продукта.
Прочность и долговечность соединения
Пайка твердым припоем создает значительно более прочное соединение. Более высокие температуры способствуют лучшему смачиванию и металлургической диффузии между присадкой и базовыми металлами, создавая связь, которая может быть такой же прочной, как и соединяемые материалы.
Эта высокая прочность делает пайку твердым припоем предпочтительным методом для критически важных компонентов в автомобильной, аэрокосмической промышленности и системах ОВКВ (отопление, вентиляция и кондиционирование).
Соединения, выполненные пайкой мягким припоем, слабее. Они идеально подходят для создания электрических соединений или герметизации неконструкционных соединений (например, в сантехнике), но не предназначены для восприятия значительных механических нагрузок.
Сложность процесса и оборудование
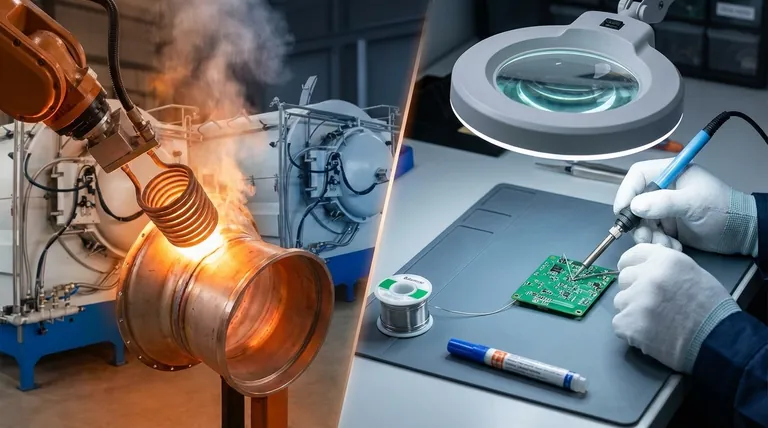
Высокая температура пайки твердым припоем требует более точного контроля. Часто требуются горелки, индукционные катушки или печи с контролируемой атмосферой (например, вакуумная пайка твердым припоем) для обеспечения равномерного нагрева и предотвращения окисления.
Пайка мягким припоем, как правило, проще. Ее часто можно выполнить с помощью простого паяльника или небольшой горелки, что делает ее более доступной и менее дорогой для многих применений.
Влияние на базовые материалы
Высокая температура пайки твердым припоем может изменить свойства базовых материалов. Она может отогнуть (смягчить) закаленные металлы или повредить чувствительные электронные компоненты, что требует тщательного контроля процесса.
Низкое подводимое тепло при пайке мягким припоем делает ее единственным выбором для таких применений, как сборка печатных плат, где высокие температуры мгновенно разрушат компоненты.
Понимание компромиссов
Выбор более прочного метода не всегда является правильным решением. Объективный анализ выявляет четкие ситуации, в которых каждый процесс превосходит.
Почему не всегда выбирать пайку твердым припоем для прочности?
Основным недостатком пайки твердым припоем является высокое подводимое тепло. Это может вызвать деформацию или коробление тонких деталей и может испортить термообработку определенных сплавов. Этот процесс также медленнее и, как правило, дороже, чем пайка мягким припоем.
Когда пайка мягким припоем является лучшим выбором
Пайка мягким припоем — идеальный выбор, когда основная цель — электропроводность или герметизация при низком давлении, а механическая прочность не является проблемой. Ее простота, низкая стоимость и щадящее тепло делают ее идеальной для электроники, сборки хрупких деталей и многих сантехнических ремонтов.
Внешний вид и постобработка
Передовые методы, такие как вакуумная пайка твердым припоем, дают исключительно чистые, яркие соединения, свободные от окисления и не требующие постобработки. Это обеспечивает высокую согласованность деталей.
Соединения, выполненные пайкой мягким припоем, часто требуют использования химического флюса для обеспечения правильного растекания припоя, что может оставить остаток, который необходимо удалить.
Принятие правильного решения для вашего применения
Ваше окончательное решение должно определяться конкретными требованиями вашего проекта.
- Если ваш основной фокус — максимальная прочность соединения и надежность под нагрузкой: Пайка твердым припоем — единственный подходящий выбор, обеспечивающий прочную, постоянную металлургическую связь.
- Если ваш основной фокус — соединение термочувствительных компонентов, таких как электроника: Пайка мягким припоем — необходимый метод из-за низкотемпературного применения.
- Если ваш основной фокус — экономичность и простота для неконструкционных уплотнений: Пайка мягким припоем обеспечивает превосходный баланс полезности и простоты использования.
Понимая, что этот выбор зависит от взаимосвязи между температурой и прочностью, вы можете уверенно выбрать правильный процесс для достижения вашей инженерной цели.
Сводная таблица:
| Характеристика | Пайка твердым припоем (Brazing) | Пайка мягким припоем (Soldering) |
|---|---|---|
| Температура плавления присадочного металла | Выше 450°C (840°F) | Ниже 450°C (840°F) |
| Прочность соединения | Высокая (конструкционная) | Низкая (неконструкционная) |
| Подводимое тепло | Высокое | Низкое |
| Идеально подходит для | Автомобильная промышленность, аэрокосмическая промышленность, ОВКВ | Электроника, сантехника, хрупкие детали |
| Сложность процесса | Выше (горелки, печи) | Ниже (паяльник) |
Нужна помощь в выборе правильного процесса соединения для вашей лаборатории?
KINTEK специализируется на лабораторном оборудовании и расходных материалах, предоставляя правильные инструменты для точных применений по соединению металлов. Независимо от того, требуются ли вам возможности высокой прочности пайки твердым припоем или деликатное прикосновение пайки мягким припоем, наш опыт гарантирует оптимальные результаты.
Мы можем помочь вам:
- Выбрать идеальное оборудование для ваших конкретных потребностей в соединении
- Найти высококачественные присадочные металлы и флюсы
- Повысить эффективность вашего процесса и надежность соединений
Давайте обсудим требования вашего проекта. Свяжитесь с нашими экспертами сегодня для получения индивидуальных решений, которые расширят возможности вашей лаборатории.
Визуальное руководство