Да, вы абсолютно можете паять нержавеющую сталь, но это требует особого подхода. В отличие от пайки более простых металлов, этот процесс должен преодолеть естественно защитный и очень стабильный оксидный слой материала для достижения прочного и надежного соединения.
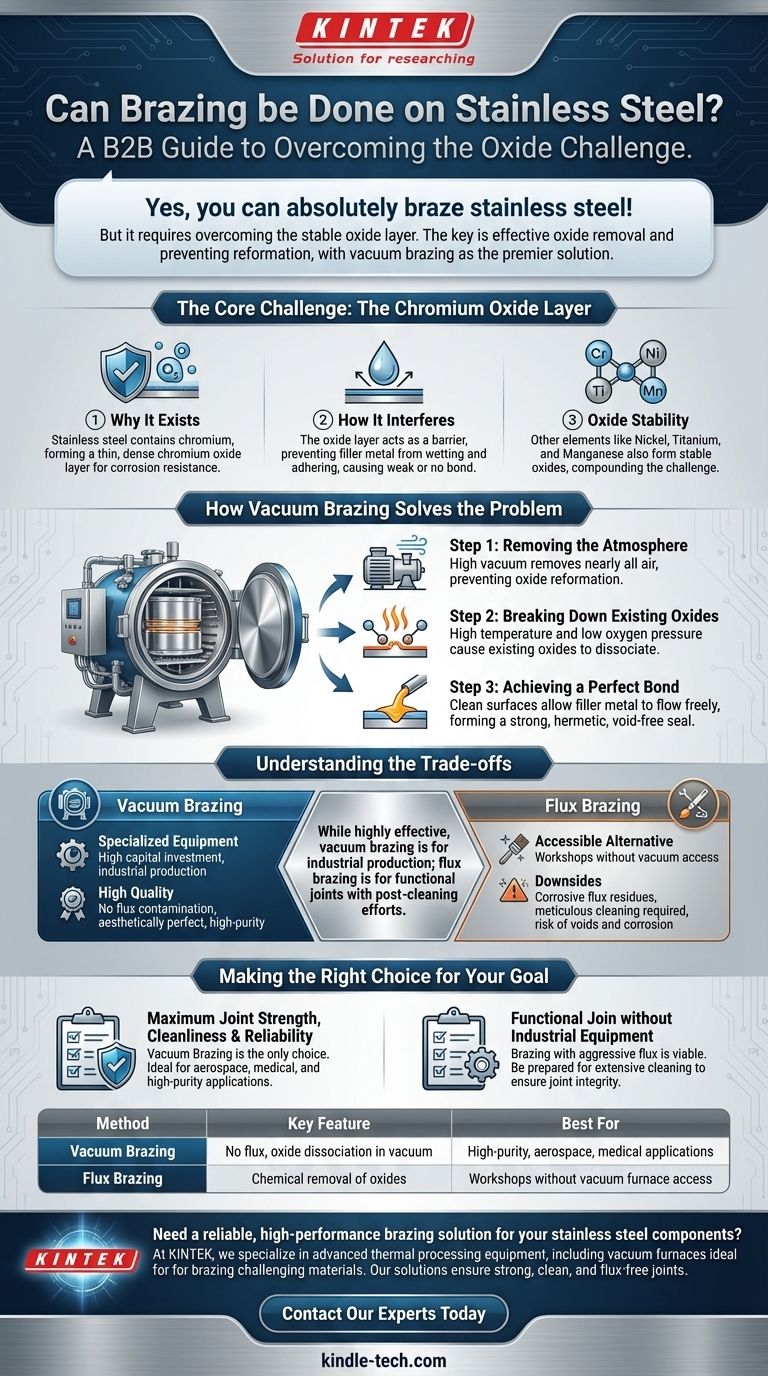
Основная проблема при пайке нержавеющей стали заключается не в самой стали, а в невидимом, устойчивом слое оксида хрома на ее поверхности. Успех всего процесса зависит от эффективного удаления этого слоя и предотвращения его повторного образования, при этом вакуумная пайка является основным промышленным решением.

Основная проблема: слой оксида хрома
Свойство, которое делает нержавеющую сталь «нержавеющей» — ее коррозионная стойкость — и делает ее сложной для пайки.
Почему существует этот слой
Нержавеющая сталь содержит значительное количество хрома. Этот элемент мгновенно реагирует с кислородом в воздухе, образуя тонкий, плотный и нереактивный слой оксида хрома. Этот пассивный слой защищает основную сталь от дальнейшего окисления и коррозии.
Как он мешает пайке
Пайка работает путем создания металлургической связи между присадочным металлом и основными металлами. Чтобы это произошло, расплавленный присадочный металл должен «смачивать» поверхность, то есть течь и прилипать к ней.
Оксидный слой на нержавеющей стали действует как физический барьер, не позволяя присадочному металлу вступать в прямой контакт со сталью. Это приводит к плохому смачиванию, слабому соединению или полному отсутствию соединения.
Стабильность оксидов
Проблема усугубляется другими элементами в сплавах нержавеющей стали, такими как никель (Ni), титан (Ti) и марганец (Mn). Они также образуют очень стабильные оксиды, которые трудно удалить обычными методами.
Как вакуумная пайка решает проблему
Для высокоэффективных применений вакуумная пайка является окончательным методом соединения нержавеющей стали. Процесс систематически нейтрализует проблему оксидов в контролируемой среде.
Шаг 1: Удаление атмосферы
Весь процесс пайки происходит внутри печи, из которой откачано почти весь воздух, создавая высокий вакуум. Удаление кислорода из окружающей среды имеет решающее значение, поскольку это предотвращает повторное образование оксидного слоя после его удаления.
Шаг 2: Разрушение существующих оксидов
По мере нагревания деталей из нержавеющей стали до высоких температур в вакууме существующий оксидный слой становится нестабильным. Сочетание высокой температуры и отсутствия давления кислорода заставляет оксиды диссоциировать, или распадаться, оставляя после себя чистую, незагрязненную металлическую поверхность.
Шаг 3: Достижение идеального соединения
При отсутствии оксидного барьера и отсутствии кислорода для его повторного образования расплавленный присадочный металл для пайки может свободно течь по чистым поверхностям. Это идеальное смачивание позволяет присадочному металлу проникать в соединение за счет капиллярного действия, образуя прочное, свободное от пустот и герметичное уплотнение при охлаждении.
Понимание компромиссов
Хотя вакуумная пайка очень эффективна, важно понимать ее место среди других методов.
Потребность в специализированном оборудовании
Вакуумная пайка — это не ручной процесс. Он требует значительных капиталовложений в вакуумную печь и сложные системы управления. Это делает его подходящим для промышленного производства и дорогостоящих компонентов, а не для мелкого ремонта в мастерской.
Альтернатива: пайка с флюсом
Традиционной альтернативой является использование химического флюса. На соединение наносится высокоагрессивный флюс, часто называемый «черным флюсом» для нержавеющей стали. Во время нагрева флюс химически воздействует на оксидный слой и растворяет его, позволяя присадочному металлу смачивать поверхность.
Недостатки использования флюса
Хотя флюс функционален, он имеет ряд недостатков. Остатки флюса являются коррозионными, и их необходимо тщательно очищать после пайки, что может быть затруднено в сложных сборках. Любой застрявший флюс может привести к пустотам в соединении или вызвать коррозию в дальнейшем в процессе эксплуатации компонента.
Выбор правильного метода в соответствии с вашей целью
Выбор правильного метода полностью зависит от требований вашего применения к качеству, производительности и масштабу.
- Если ваш основной акцент делается на максимальной прочности соединения, чистоте и надежности: Вакуумная пайка — единственный выбор. Она обеспечивает эстетически идеальные соединения без загрязнения флюсом, что идеально подходит для медицинских, аэрокосмических и высокочистых применений.
- Если ваш основной акцент делается на функциональном соединении без доступа к промышленному оборудованию: Пайка с использованием соответствующего агрессивного флюса является жизнеспособным методом, но вы должны быть готовы к обширной и тщательной очистке после пайки, чтобы обеспечить целостность соединения.
В конечном счете, понимание свойств оксидного слоя нержавеющей стали является ключом к ее успешному соединению.
Сводная таблица:
| Метод | Ключевая особенность | Лучше всего подходит для |
|---|---|---|
| Вакуумная пайка | Без флюса, диссоциация оксидов в вакууме | Высокочистые, аэрокосмические, медицинские применения |
| Пайка с флюсом | Химическое удаление оксидов | Мастерские без вакуумной печи |
Нужно надежное, высокоэффективное решение для пайки ваших компонентов из нержавеющей стали?
В KINTEK мы специализируемся на передовом оборудовании для термической обработки, включая вакуумные печи, идеально подходящие для пайки сложных материалов, таких как нержавеющая сталь. Наши решения обеспечивают прочные, чистые и не содержащие флюса соединения для критически важных применений в аэрокосмической, медицинской и других высокотехнологичных отраслях.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем помочь вам достичь превосходных результатов пайки и улучшить ваши производственные возможности.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Графитировочная печь сверхвысоких температур в вакууме
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная ротационная трубчатая печь непрерывного действия
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов



















