
Парадокс термоса
В высокотемпературной обработке существует фундаментальное противоречие.
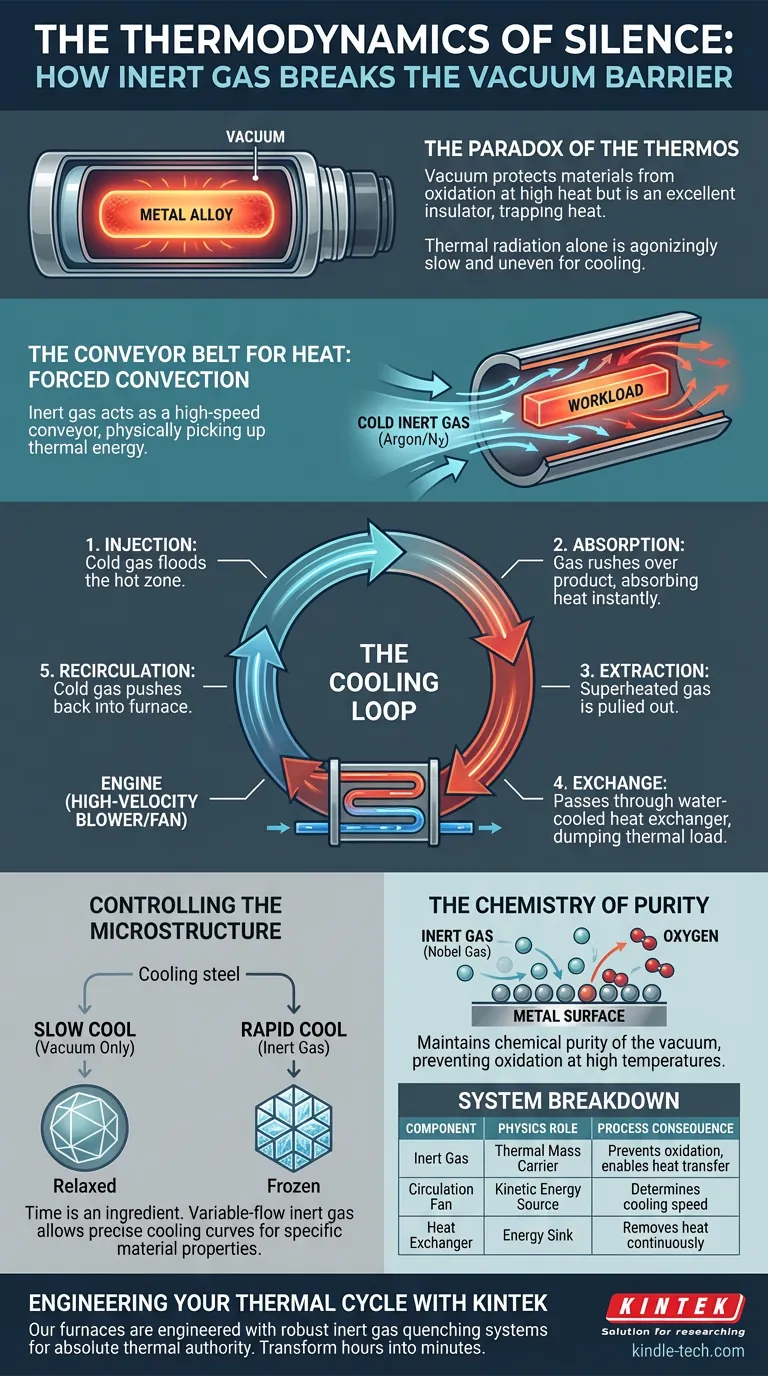
Для защиты передовых материалов мы нагреваем их в вакууме. Удаляя воздух, мы удаляем кислород, гарантируя, что металл не сгорит и не потускнеет. Мы создаем идеальную, безмолвную пустоту.
Но вакуум — это также лучший изолятор в мире. Это термос. Он предназначен для сохранения тепла внутри.
Это создает физическую проблему. Как только ваш цикл завершен и ваш сплав достиг 1200°C, как его охладить?
Если полагаться на тепловое излучение — просто ждать, пока тепло рассеется в пустоте — процесс будет мучительно медленным. Он также будет неравномерным. Края остывают, а сердцевина остается расплавленной. Для чувствительной металлургии такое отклонение катастрофично.
Чтобы решить эту проблему, инженеры должны нарушить вакуум, не нарушая химию.
Они используют технологию инертного газа.
Конвейерная лента для тепла
Мы часто думаем об инертных газах (таких как аргон или азот) просто как о щитах — защитном покрытии для предотвращения окисления.
Но в современной закалочной печи газ — это не щит. Это транспортное средство.
Система работает по принципу принудительной конвекции. Поскольку вакуум не может проводить тепло, мы вводим среду, которая может. Газ действует как высокоскоростная конвейерная лента, физически забирая тепловую энергию от обрабатываемого материала и унося ее.
Цикл охлаждения
Архитектура этой системы круговая и агрессивная. Она опирается на три механических столпа:
- Среда: Высокочистый газ поступает в камеру. Он не вступает в реакцию с металлом; он только касается его.
- Двигатель: Высокоскоростной вентилятор или турбина приводит газ в движение.
- Теплоотвод: Водяной теплообменник отводит энергию от газа.
Цикл происходит за секунды:
- Впрыск: Холодный газ заполняет горячую зону.
- Поглощение: Газ стремительно проходит по огнеупорному материалу и изделию, мгновенно поглощая тепло.
- Извлечение: Теперь перегретый газ вытягивается из камеры.
- Обмен: Он проходит через теплообменник, сбрасывая тепловую нагрузку в охлаждающую воду.
- Рециркуляция: Газ, снова холодный, возвращается в печь для повторения задачи.
Контроль микроструктуры
Зачем идти на такие трудности? Почему «быстро» лучше, чем «медленно»?
В металлургии время — это ингредиент.
Физические свойства сплава — его твердость, пластичность, прочность — часто фиксируются на этапе охлаждения. Это известно как закалка.
Если сталь охлаждать медленно, кристаллическая структура расслабляется. Она становится мягкой. Если охлаждать быстро, структура замерзает в определенном состоянии, делая ее твердой.
Вакуумная печь без охлаждения инертным газом — это тупой инструмент. Она может только нагревать. Она не может контролировать спуск.
С системой инертного газа с регулируемым потоком оператор может установить точную кривую охлаждения, требуемую рецептурой. Вы больше не ждете, пока произойдет физика; вы ею командуете.
Химия чистоты
Есть вторая, столь же важная причина для этой системы с замкнутым контуром: окисление.
При высоких температурах металлы химически отчаянно стремятся связаться с кислородом. Даже следовое количество воздуха, введенное во время охлаждения, мгновенно испортит партию титана или аэрокосмических суперсплавов.
Используя благородные газы, такие как аргон, мы сохраняем химическую чистоту вакуума, получая при этом теплопроводность жидкости.
Разбивка системы
Вот как компоненты переводятся в результаты процесса:
| Компонент | Физическая роль | Последствие для процесса |
|---|---|---|
| Инертный газ (аргон/N2) | Переносчик тепловой массы | Предотвращает окисление; обеспечивает теплопередачу в пустоте. |
| Циркуляционный вентилятор | Источник кинетической энергии | Определяет скорость охлаждения (скорость закалки). |
| Теплообменник | Теплоотвод | Непрерывно отводит тепло из системы. |
Активные и пассивные системы
Важно отличать это от управления нагревом печи.
Нагревательные элементы поддерживают температуру «выдержки». Они включаются и выключаются, чтобы поддерживать линию ровной. Это обслуживание.
Охлаждение инертным газом — это активное вмешательство. Оно требует массивного оборудования — мощных вентиляторов, сложной сантехники и теплообменников. Оно добавляет стоимость и сложность.
Однако оно превращает печь из простой духовки в прецизионный металлургический инструмент. Оно позволяет превратить часы охлаждения в минуты, удваивая или утраивая производительность, одновременно достигая спецификаций материала, которые пассивное охлаждение просто не может обеспечить.
Инженерное проектирование вашего теплового цикла
Выбор внедрения технологии инертного газа редко является выбором предпочтения; это выбор, продиктованный физикой вашего материала.
Если вам нужна скорость, вам нужен газ. Если вам нужна определенная твердость, вам нужен контролируемый поток. Если вам нужна чистота, вам нужна герметичная система.
В KINTEK мы понимаем, что фаза охлаждения так же важна, как и фаза нагрева. Наши высокотемпературные вакуумные печи спроектированы с использованием надежных систем закалки инертным газом, разработанных для предоставления вам абсолютного контроля над тепловой средой.
Независимо от того, разрабатываете ли вы новые сплавы или масштабируете производство, свяжитесь с нашими экспертами, чтобы обсудить, как мы можем усовершенствовать вашу стратегию тепловой обработки.
Визуальное руководство
Связанные товары
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Графитировочная печь сверхвысоких температур в вакууме
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Вертикальная высокотемпературная вакуумная графитизационная печь
Связанные статьи
- Архитектура экстремальных температур: Освоение теплового потолка
- Исследование вакуумных печей для вольфрама: Работа, применение и преимущества
- Вакуумная печь для спекания: компоненты и функции
- Высокотемпературная вакуумная печь: классификация, области применения и компоненты
- Причины и способы устранения неисправностей вакуумной печи спекания



















