При литье металлов температура — это не просто переменная; это основной механизм управления всем процессом. Точное управление температурой необходимо для успешного плавления металла, обеспечения его полного заполнения формы и контроля его затвердевания для предотвращения дефектов. Конечная целостность, прочность и качество литой детали являются прямым результатом того, насколько хорошо контролируется температура.
Успех литья зависит от точного теплового баланса. Температура заливки должна быть достаточно высокой, чтобы обеспечить полное заполнение формы, но достаточно контролируемой, чтобы минимизировать дефекты, такие как усадка, газовая пористость и плохая зернистая структура, которые возникают из-за чрезмерного нагрева и неконтролируемого охлаждения.

Роль температуры на каждом этапе
Чтобы понять важность температуры, мы должны рассмотреть ее роль на трех критических стадиях литья: плавлении, заливке и затвердевании. Каждая стадия имеет свои тепловые требования.
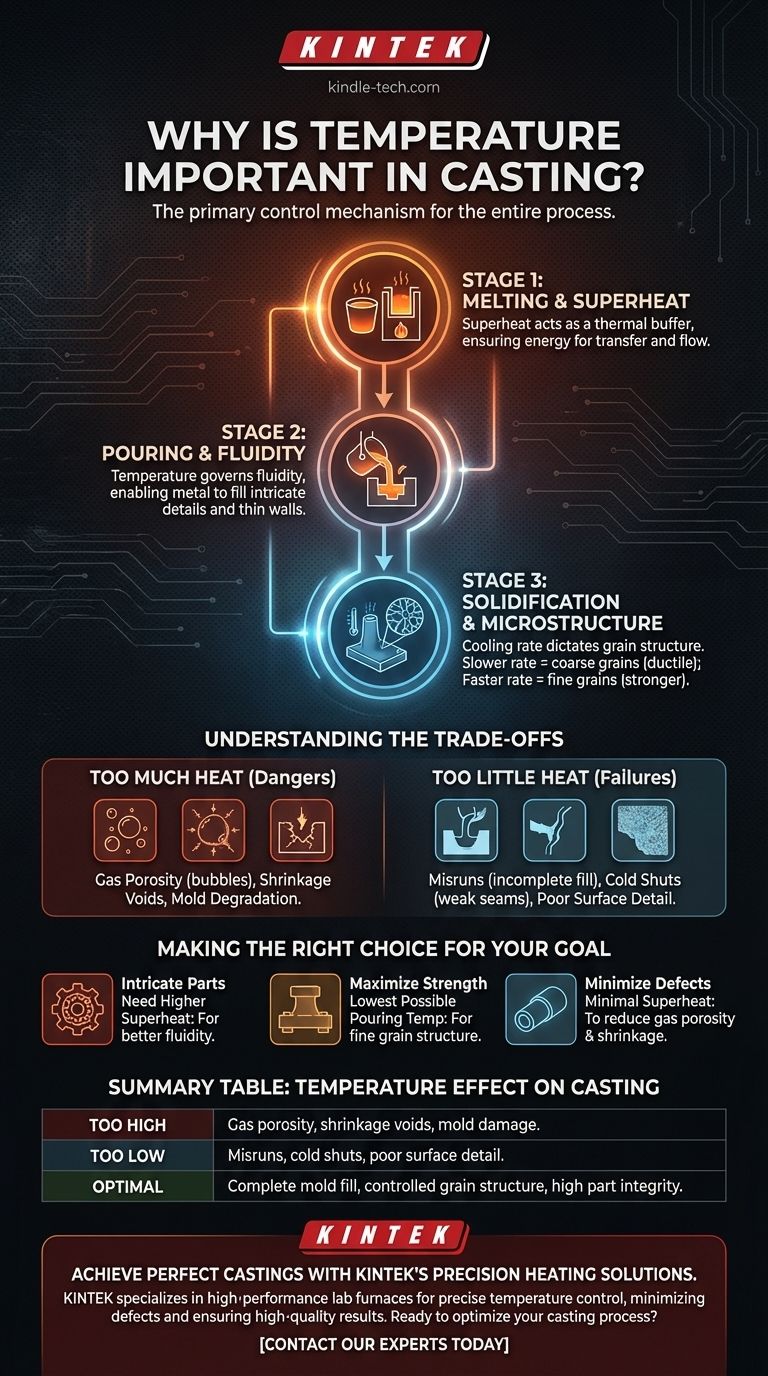
Стадия 1: Плавление и перегрев
Перед заливкой металл должен быть не только расплавлен, но и нагрет до температуры значительно выше его точки плавления. Это дополнительное тепло известно как перегрев.
Перегрев действует как тепловой буфер. Он гарантирует, что жидкий металл имеет достаточно энергии, чтобы выдержать потерю температуры при его переносе из печи в форму и прохождении через литниковую систему без преждевременного застывания.
Стадия 2: Заливка и текучесть
Температура напрямую регулирует текучесть расплавленного металла — его способность течь и заполнять сложные детали внутри полости формы.
Более высокий перегрев приводит к лучшей текучести, что крайне важно для производства тонкостенных или сложных деталей. Недостаточная температура и текучесть являются основной причиной брака при литье.
Стадия 3: Затвердевание и микроструктура
Конечные свойства литой детали определяются во время затвердевания. Скорость охлаждения — скорость, с которой металл теряет тепло в окружающую форму — диктуется начальной температурой заливки.
Эта скорость охлаждения напрямую контролирует окончательную зернистую структуру металла. Более медленная скорость охлаждения создает крупные, грубые зерна, что часто приводит к более мягкой, более пластичной детали. Более быстрая скорость охлаждения производит мелкие, тонкие зерна, что обычно приводит к более прочной, но более хрупкой детали.
Понимание компромиссов: Опасности неправильных температур
Достижение правильной температуры — это баланс. Слишком большое отклонение в любом направлении влечет за собой значительный риск и множество потенциальных дефектов.
Проблема с избыточным нагревом
Заливка слишком горячего металла часто более опасна, чем заливка слишком холодного. Это может привести к нескольким критическим дефектам.
- Газовая пористость: Более горячий металл может растворять больше газов (таких как водород и кислород). По мере охлаждения и затвердевания металла его способность удерживать этот газ уменьшается, что приводит к выделению газа из раствора и образованию пузырьков, или пористости, которая создает слабые места в конечной детали.
- Усадочные раковины: Все металлы сжимаются при охлаждении из жидкого состояния в твердое. Большая разница температур между температурой заливки и температурой затвердевания приводит к большей общей усадке, увеличивая риск образования пустот или трещин.
- Разрушение формы: Чрезмерный нагрев может повредить саму форму. Для песчаных отливок это может привести к разрушению связующего или сплавлению металла с песком, что приводит к плохому качеству поверхности и неточностям размеров.
Проблема с недостаточным нагревом
Хотя это менее распространено, недостаточная температура представляет собой свой собственный набор немедленных отказов. Основная проблема — недостаток текучести.
- Недоливы и холодные спаи: Недолив происходит, когда металл начинает затвердевать до того, как он полностью заполнил полость формы. Холодный спай — это аналогичный дефект, при котором два потока текущего металла встречаются, но слишком холодны, чтобы правильно сплавиться, создавая слабый шов.
- Плохая детализация поверхности: Если металл недостаточно текуч, он не будет плавно течь по стенкам формы, не сможет захватить мелкие детали и приведет к шероховатой или неполной поверхности.
Правильный выбор для вашей цели
Идеальная температура заливки — это не единое значение, а зависит от сплава, конструкции формы и желаемого результата для конечной детали.
- Если ваша основная цель — сложные, тонкостенные детали: Вам потребуется более высокий перегрев, чтобы обеспечить текучесть металла для полного заполнения формы до начала затвердевания.
- Если ваша основная цель — максимальная механическая прочность: Стремитесь к максимально низкой температуре заливки, которая все еще обеспечивает заполнение формы, в сочетании с контролируемым методом охлаждения для получения мелкозернистой структуры.
- Если ваша основная цель — минимизация дефектов, таких как газовая пористость: Используйте минимальный перегрев, чтобы уменьшить количество газа, поглощаемого расплавленным металлом, и ограничить общую термическую усадку.
В конечном итоге, освоение контроля температуры — это освоение искусства и науки самого литья.
Сводная таблица:
| Влияние температуры | Влияние на литье |
|---|---|
| Слишком высокая | Газовая пористость, усадочные раковины, повреждение формы |
| Слишком низкая | Недоливы, холодные спаи, плохая детализация поверхности |
| Оптимальная | Полное заполнение формы, контролируемая зернистая структура, высокая целостность детали |
Достигайте идеальных отливок с помощью прецизионных нагревательных решений KINTEK
Освоение теплового баланса имеет решающее значение для успеха вашего литья. KINTEK специализируется на высокопроизводительных лабораторных печах и оборудовании для контроля температуры, обеспечивая надежность и точность, необходимые для идеального плавления, заливки и затвердевания металлов. Независимо от того, разрабатываете ли вы сложные компоненты или стремитесь к максимальной прочности, наши решения помогут вам минимизировать дефекты и обеспечить стабильные, высококачественные результаты.
Готовы оптимизировать свой процесс литья? Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для нагрева, соответствующее конкретным потребностям вашего сплава и области применения в лаборатории.
Визуальное руководство