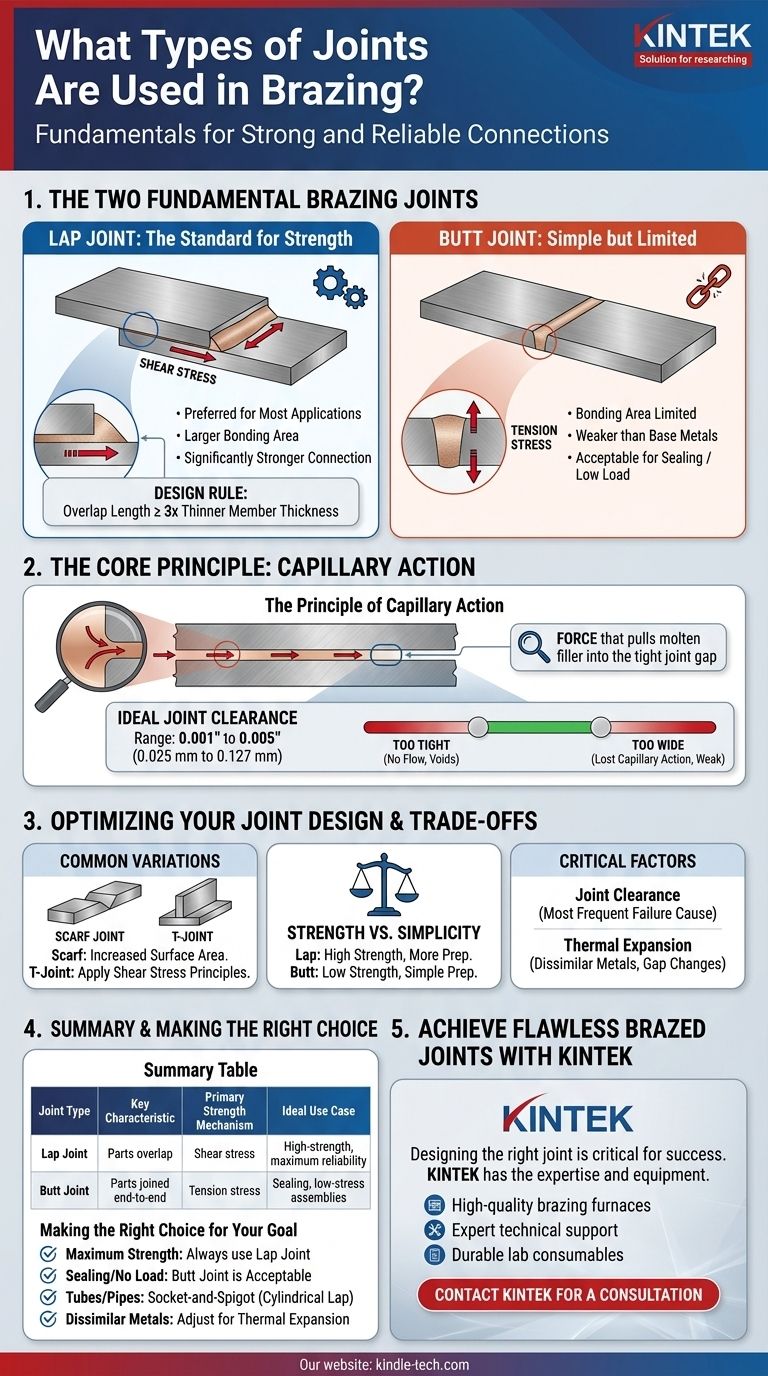
При пайке существуют два основных типа соединений: нахлесточное соединение и стыковое соединение. Почти все конструкции паяных соединений являются вариациями или комбинациями этих двух. Нахлесточное соединение, при котором две детали перекрывают друг друга, подавляющим большинством предпочтительнее для большинства применений, поскольку оно обеспечивает большую площадь склеивания и создает значительно более прочное соединение, чем стыковое соединение "конец в конец".
Основной принцип проектирования паяного соединения заключается в максимизации площади поверхности для сцепления припоя. Вот почему нахлесточные соединения являются стандартом прочности, поскольку они подвергаются сдвиговому напряжению, в то время как стыковые соединения ограничены прочностью на растяжение гораздо более слабого припоя.
Два основных типа паяных соединений
По своей сути, паяное соединение — это просто пространство между двумя или более плотно прилегающими деталями, которое будет заполнено расплавленным припоем. Геометрия этого пространства является самым важным фактором, определяющим конечную прочность узла.
Нахлесточное соединение: Стандарт прочности
Нахлесточное соединение образуется путем перекрытия двух соединяемых деталей. Эта конструкция наиболее широко используется и рекомендуется для пайки.
Его прочность обусловлена тем, что припой подвергается напряжению сдвига. Нагрузка распределяется по всей площади перекрытия, что позволяет легко спроектировать соединение, которое будет прочнее самих базовых материалов.
Общее правило проектирования заключается в том, чтобы длина перекрытия составляла не менее трех толщин более тонкой детали. Соблюдение этого простого руководства обычно гарантирует, что основной металл разрушится раньше, чем паяное соединение.
Стыковое соединение: Простое, но ограниченное
Стыковое соединение соединяет две детали концами друг с другом. Площадь склеивания ограничена поперечным сечением более тонкой детали.
Эта конструкция подвергает припой напряжению растяжения. Поскольку припой почти всегда слабее базовых металлов, стыковое соединение всегда будет слабее соединяемых им деталей.
Стыковые соединения не рекомендуются для применений, где предполагаются значительные нагрузки или напряжения. Они приемлемы для герметизации или для узлов, где механическая прочность не является основным требованием.
Оптимизация конструкции соединения
Помимо выбора нахлесточной или стыковой конфигурации, успех паяного соединения полностью зависит от контроля зазора между деталями.
Принцип капиллярного действия
Пайка работает за счет капиллярного действия — силы, которая затягивает расплавленный припой в узкий зазор между деталями. Эта сила мощная и способна притягивать припой в соединение против силы тяжести.
Чтобы капиллярное действие было эффективным, зазор между деталями — известный как зазор в соединении — должен быть точно контролируемым.
Определение идеального зазора в соединении
Идеальный зазор зависит от припоя, базовых металлов и процесса пайки, но общий диапазон составляет от 0,001" до 0,005" (от 0,025 мм до 0,127 мм).
Если зазор слишком мал, припой не сможет проникнуть в соединение, что приведет к пустотам и слабому сцеплению. Если зазор слишком велик, капиллярное действие теряется, и припой не заполнит все соединение, создавая слабое соединение, зависящее только от ограниченной прочности припоя.
Общие вариации конструкции
Принципы нахлесточных и стыковых соединений применяются в различных конфигурациях. Косое соединение (scarf joint) — это тип стыкового соединения, где концы скошены для увеличения площади поверхности, что делает его прочнее простого стыкового соединения. Т-образное соединение механически является типом нахлесточного соединения, и его следует проектировать с учетом тех же принципов сдвигового напряжения.
Понимание компромиссов
Проектирование для пайки включает в себя баланс между прочностью, сложностью изготовления и стоимостью. Непонимание этих компромиссов является частой причиной отказа.
Прочность против простоты
Стыковое соединение проще всего подготовить, но оно обеспечивает наименьшую прочность. Нахлесточное соединение требует больше материала и подготовки (обеспечение перекрытия деталей), но обеспечивает значительно более высокую механическую производительность. Выбор полностью зависит от требований к готовой детали.
Критическая роль зазора в соединении
Неправильный зазор в соединении — самая частая причина отказа при пайке. Это не второстепенный вопрос, а критический параметр проектирования. Вы должны спроектировать детали и крепежные приспособления так, чтобы поддерживать правильный зазор при фактической температуре пайки, учитывая тепловое расширение.
Несоответствия теплового расширения
При соединении разнородных металлов (например, меди и стали) они будут расширяться с разной скоростью при нагревании. Это изменение может либо сузить, либо расширить зазор в соединении во время цикла пайки. Вы должны рассчитать этот эффект и соответствующим образом скорректировать зазор "при комнатной температуре", чтобы обеспечить правильный зазор при температуре пайки.
Принятие правильного решения для вашей цели
Конкретная потребность вашего применения должна определять вашу конструкцию.
- Если ваш основной фокус — максимальная прочность соединения: Всегда используйте нахлесточное соединение. Убедитесь, что перекрытие составляет не менее трех толщин более тонкой детали, и поддерживайте точный зазор в соединении.
- Если ваш основной фокус — герметизация соединения без нагрузки: Стыковое соединение приемлемо, поскольку его подготовка проще, а механические характеристики не являются предметом беспокойства.
- Если вы соединяете трубы или трубки: Используйте конструкцию "гнездо-шип" (socket-and-spigot), которая является цилиндрическим нахлесточным соединением, чтобы обеспечить выравнивание и превосходную прочность.
- Если вы соединяете разнородные металлы: Рассчитайте влияние теплового расширения на зазор в соединении и скорректируйте размеры при комнатной температуре, чтобы компенсировать это.
В конечном счете, успешная пайка начинается задолго до подачи тепла; она достигается путем проектирования соединения специально для процесса капиллярного действия.
Сводная таблица:
| Тип соединения | Ключевая характеристика | Основной механизм прочности | Идеальный сценарий использования |
|---|---|---|---|
| Нахлесточное соединение | Детали перекрываются | Сдвиговое напряжение | Применения с высокой прочностью, максимальная надежность |
| Стыковое соединение | Детали соединены конец в конец | Напряжение растяжения | Герметизация, узлы с низкой нагрузкой |
Достигайте безупречных паяных соединений с KINTEK
Проектирование правильного соединения имеет решающее значение для успеха и долговечности ваших паяных узлов. Независимо от того, требуется ли вам превосходная прочность нахлесточного соединения или простота стыкового соединения, KINTEK обладает опытом и оборудованием для поддержки потребностей вашей лаборатории в пайке.
Мы предоставляем:
- Высококачественные паяльные печи для точного контроля температуры и равномерного нагрева.
- Экспертная техническая поддержка, чтобы помочь вам выбрать правильные припои и оптимизировать конструкцию соединения для сложных применений, включая разнородные металлы.
- Долговечные лабораторные расходные материалы для обеспечения стабильных, надежных результатов от партии к партии.
Не позволяйте конструкции соединения стать слабым звеном в вашем процессе. Свяжитесь с нашими специалистами по пайке сегодня, чтобы обсудить, как мы можем помочь вам создавать более прочные и надежные изделия.
Свяжитесь с KINTEK для консультации
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Лабораторная вибрационная просеивающая машина с вибрационным ситом
- Вакуумные сильфоны для эффективного соединения и стабильного вакуума в высокопроизводительных системах
Люди также спрашивают
- В чем разница между литьем под давлением и прессованием? Руководство по выбору правильного процесса
- В чем важность термопластавтомата? Открытие возможностей высокообъемного, точного производства
- Какое преимущество у литья под давлением? Достижение крупносерийного производства с непревзойденной эффективностью
- Что такое техника формования? Руководство по производству сложных деталей в больших объемах
- Каково применение термопластавтоматов? Обеспечение массового производства сложных деталей


