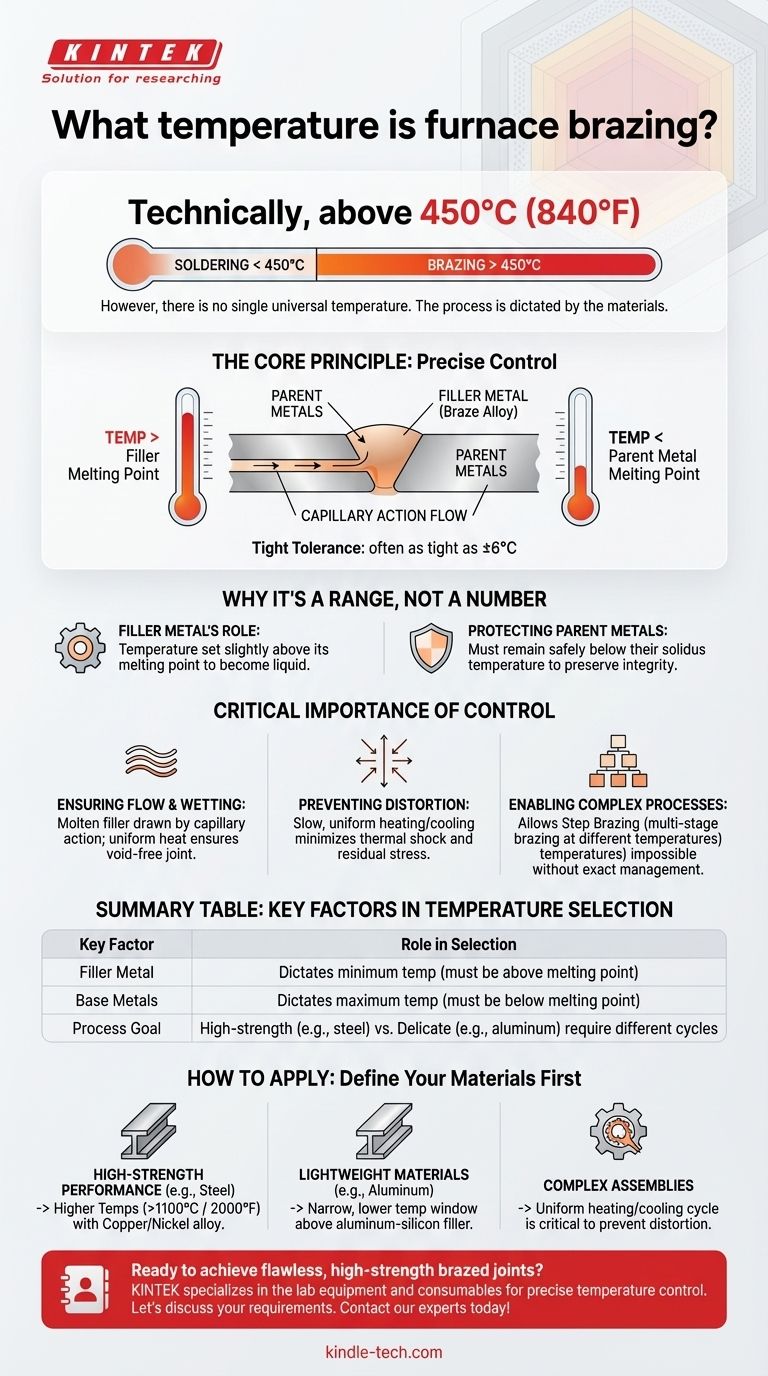
Технически, печная пайка происходит при любой температуре выше 450°C (840°F). Однако единой температуры для этого процесса не существует. Точная температура полностью определяется используемым припоем и всегда должна быть ниже температуры плавления соединяемых основных металлов. Ключ к успешной печной пайке — не конкретное число, а точный контроль этой температуры, часто с допуском до ±6°C.
Основной принцип печной пайки заключается не в достижении универсальной температуры, а в выборе правильного припоя для ваших основных материалов, а затем в выполнении точно контролируемого цикла нагрева и охлаждения, который активирует припой, не повреждая сами детали.

Почему температура — это диапазон, а не число
Понимание функции температуры более важно, чем запоминание конкретного значения. Температура пайки — это тщательно подобранная переменная в сложном уравнении, включающем несколько материалов.
Роль припоя
Весь процесс зависит от припоя (или паяльного сплава). Температура печи устанавливается немного выше температуры плавления этого конкретного сплава. Это позволяет припою стать жидким и заполнить зазор.
Защита основных металлов
Критически важно, чтобы температура пайки оставалась безопасно ниже температуры солидуса (точки, при которой металл начинает плавиться) соединяемых металлов. Это гарантирует, что основные металлы не будут повреждены или расплавлены, сохраняя их структурную целостность.
Порог в 450°C (840°F)
Отметка в 450°C (840°F) является международно признанной разделительной линией. Процессы соединения металлов, использующие припой при температуре ниже этого значения, определяются как пайка (soldering), в то время как процессы, происходящие выше этой отметки, определяются как твердая пайка (brazing).
Критическая важность контроля температуры
Преимущества печной пайки напрямую связаны с ее способностью исключительно точно управлять теплом. Упоминания о равномерном нагреве, минимальных деформациях и совмещении термообработки проистекают из этого контроля.
Обеспечение правильного течения и смачивания
Как только печь достигает нужной температуры, расплавленный припой затягивается в узкий зазор между основными металлами за счет капиллярного действия. Постоянное, равномерное тепло обеспечивает полное заполнение, создавая прочное соединение без пустот.
Предотвращение деформации и напряжений
Медленные, равномерные скорости нагрева и охлаждения являются отличительными чертами процесса печной пайки. Этот контролируемый термический цикл минимизирует риск термического удара, деформации или остаточных напряжений в готовой сборке, что критически важно для высокоточных компонентов.
Обеспечение сложных процессов
Точный контроль температуры позволяет применять передовые методы. Например, пошаговая пайка включает соединение компонента высокотемпературным припоем, а затем выполнение второй пайки той же сборки при более низкой температуре с использованием другого припоя. Это было бы невозможно без точного управления температурой.
Понимание компромиссов
Хотя печная пайка очень эффективна, она не является универсальным решением. Ее преимущества сопряжены с определенными требованиями и ограничениями.
Высокая первоначальная стоимость оборудования
Промышленные печи, особенно те, которые имеют возможности вакуумной обработки или работы в контролируемой атмосфере, представляют собой значительные капиталовложения. Этот процесс предназначен для производственных условий.
Контроль атмосферы не подлежит обсуждению
Одним из главных преимуществ процесса является использование чистой атмосферы (например, вакуума или инертного газа) для предотвращения окисления, что устраняет необходимость в флюсе. Это мощное преимущество, но оно также означает, что оборудование более сложное и требует тщательного мониторинга.
Наиболее подходит для больших объемов производства
Печная пайка превосходно подходит для изготовления большого количества одинаковых деталей с повторяющимися, высококачественными результатами. Как правило, это неэкономичный или непрактичный метод для разового ремонта или очень малых партий.
Как применить это к вашему проекту
Вместо того чтобы спрашивать об одной температуре, эффективный подход заключается в том, чтобы сначала определить ваши материалы и желаемый результат.
- Если ваш основной акцент делается на высокопрочных характеристиках (например, стальные сборки): Ваш процесс, вероятно, будет включать медно- или никелевый припой, требующий температур печи, которые могут превышать 1100°C (2000°F).
- Если ваш основной акцент делается на соединении легких материалов (например, алюминия): Вы будете работать в гораздо более низком и узком температурном окне, тщательно контролируемом, чтобы быть чуть выше температуры плавления алюминиево-кремниевого припоя.
- Если ваш основной акцент делается на производстве сложных сборок: Критическим фактором является равномерность цикла нагрева и охлаждения, гарантирующая, что все соединения достигнут целевой температуры без перегрева или деформации хрупких компонентов.
В конечном счете, выбор правильной температуры пайки является функцией тщательного проектирования, обусловленного материалами, которые вы собираетесь соединять.
Сводная таблица:
| Ключевой фактор | Роль в выборе температуры |
|---|---|
| Припой | Определяет минимальную температуру (должна быть выше его температуры плавления). |
| Основные металлы | Определяет максимальную температуру (должна быть ниже их температуры плавления). |
| Цель процесса | Высокопрочные соединения (сталь) против хрупких материалов (алюминий) требуют разных термических циклов. |
Готовы получить безупречные, высокопрочные паяные соединения? Точный контроль температуры печной пайки является ключом к успеху. В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, которые делают эту точность возможной. Наш опыт помогает лабораториям и производителям выбирать правильные материалы и процессы для соединения всего: от высокоэффективных сталей до деликатных алюминиевых сборок. Давайте обсудим требования вашего проекта и то, как мы можем поддержать ваш успех в пайке. Свяжитесь с нашими экспертами сегодня!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь для вакуумной термообработки молибдена
- Графитовая вакуумная печь для термообработки 2200 ℃
- Графитировочная печь сверхвысоких температур в вакууме
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования



















