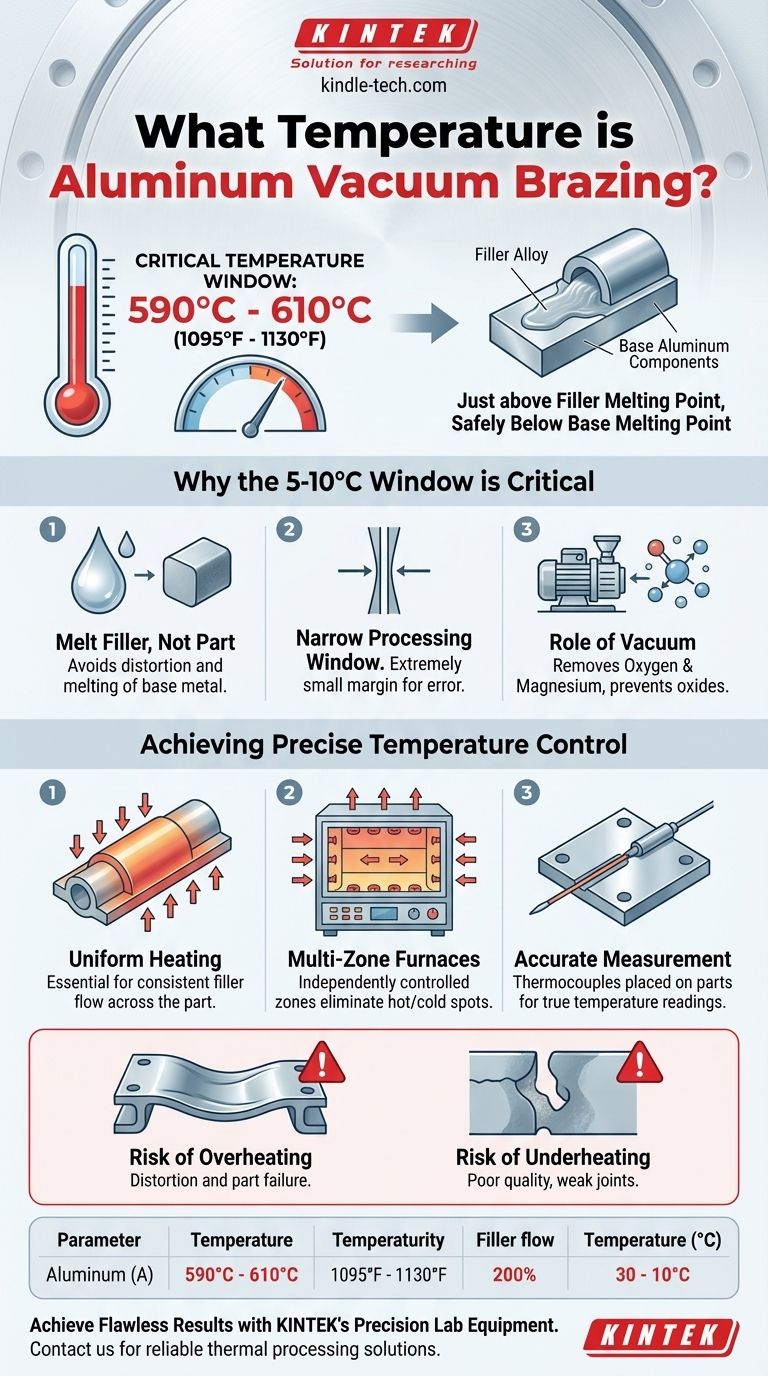
Короче говоря, вакуумная пайка алюминия обычно происходит в очень узком температурном диапазоне, как правило, между 590°C и 610°C (от 1095°F до 1130°F). Эта точная температура выбирается, чтобы она была чуть выше температуры плавления присадочного сплава, но значительно ниже температуры плавления соединяемых алюминиевых компонентов.
Основная проблема вакуумной пайки алюминия заключается не просто в достижении определенной температуры, а в поддержании абсолютной однородности по всей детали в пределах чрезвычайно узкого окна. Успех зависит от расплавления присадочного материала без деформации или плавления самого основного алюминия.

Почему этот конкретный температурный диапазон критичен
Весь процесс пайки зависит от тщательно контролируемого теплового зазора между присадочным металлом и основным металлом. Для алюминия этот зазор, как известно, мал, что делает точность первостепенной.
Плавление присадки, а не детали
Пайка работает за счет плавления присадочного материала (паяльного сплава), который затекает в соединения между двумя или более основными компонентами за счет капиллярного действия.
Температура должна быть достаточно высокой, чтобы присадочный сплав стал полностью жидким, что позволит ему свободно течь и образовывать прочную металлургическую связь при охлаждении.
Критически важно, чтобы эта температура оставалась ниже температуры «солидус» основного алюминия, то есть точки, в которой сам основной металл начинает плавиться.
Узкое технологическое окно
Температура пайки стратегически устанавливается между ликвидусом присадки (температурой, при которой она становится полностью жидкой) и солидусом основного металла.
Для распространенных установок пайки алюминия (например, с использованием алюминиево-кремниевого припоя AA4047) это рабочее окно может составлять всего 5–10°C. Это почти не оставляет места для ошибки.
Роль вакуума
Работа при этих высоких температурах в вакуумной среде выполняет две основные функции.
Во-первых, он удаляет кислород, предотвращая образование оксидов алюминия, которые в противном случае помешали бы присадочному материалу смачивать поверхность и образовывать связь.
Во-вторых, он удаляет магний — легирующий элемент во многих марках алюминия, который испаряется при температурах пайки. Если вакуум не удалит этот магний, его пары будут мешать процессу пайки.
Достижение точного контроля температуры
Как подчеркивается в справочном материале, достижение правильной температуры бесполезно, если она не однородна. Разница температур всего в несколько градусов по всей детали может привести к полному отказу.
Необходимость равномерного нагрева
Если одна часть сборки горячее другой, тонкая секция может расплавиться до того, как более толстая секция достигнет необходимой температуры пайки.
Эта однородность гарантирует, что присадочный материал активируется и течет равномерно по всем соединениям одновременно.
Печи с многозонным нагревом
Современные вакуумные печи достигают этой однородности, используя несколько независимо контролируемых зон нагрева.
Эти зоны окружают детали, а сложные системы управления регулируют подачу энергии в каждую зону для устранения горячих или холодных точек, обеспечивая равномерный нагрев и охлаждение всей сборки.
Точное измерение температуры
Для контроля процесса термопары размещаются стратегически на самих деталях или рядом с ними, а не только в общей камере печи.
Это дает истинное показание температуры детали, позволяя системе управления поддерживать температуру нагревательного элемента как можно ближе к целевой, не перегревая поверхность детали.
Понимание компромиссов и рисков
Узкое технологическое окно для пайки алюминия сопряжено со значительными рисками, которыми необходимо управлять посредством точного контроля процесса.
Риск перегрева
Превышение температуры солидуса основного металла, даже на короткое время, приведет к деформации, провисанию или расплавлению деталей. Это катастрофический отказ, приводящий к браку детали.
Риск недогрева
Неспособность достичь температуры ликвидуса присадочного сплава приведет к низкому качеству соединения. Присадка не будет течь должным образом, что приведет к пустотам, неполным соединениям («незаполнениям») и структурно ненадежному конечному продукту.
Осложнения из-за геометрии детали
Сборки с очень толстыми и очень тонкими секциями особенно сложны. Тонкие секции нагреваются намного быстрее, что увеличивает риск их перегрева в ожидании достижения толстыми секциями целевой температуры. Это требует тщательно запрограммированного и часто более медленного цикла нагрева.
Принятие правильного решения для вашей цели
Успешная пайка алюминия в меньшей степени зависит от одного числового значения температуры, а в большей — от безупречного выполнения полного температурного профиля.
- Если ваша основная цель — надежность процесса: Инвестируйте в современную многозонную вакуумную печь с точным управлением на основе термопар для обеспечения однородности температуры.
- Если ваша основная цель — качество соединения: Убедитесь, что выбранный вами присадочный сплав и основной сплав совместимы, обеспечивая работоспособное (хотя и узкое) температурное окно.
- Если ваша основная цель — проектирование деталей: По возможности проектируйте детали с однородной толщиной, поскольку это упрощает процесс нагрева и значительно снижает риск отказа.
В конечном счете, точность — это не подлежащий обсуждению принцип, которым руководствуется каждая успешная операция вакуумной пайки алюминия.
Сводная таблица:
| Параметр | Типичный диапазон | Критический аспект |
|---|---|---|
| Температура пайки | 590°C - 610°C (1095°F - 1130°F) | Должна оставаться выше ликвидуса присадки, ниже солидуса основного металла |
| Температурное окно | 5-10°C (узкое) | Требует точного управления печью |
| Ключевая задача | Равномерный нагрев деталей | Предотвращает деформацию и обеспечивает полное протекание присадки |
| Распространенный присадочный сплав | AA4047 (Алюминий-Кремний) | Обеспечивает оптимальные характеристики плавления для основного алюминия |
Достигайте безупречных результатов пайки алюминия с помощью прецизионного лабораторного оборудования KINTEK. Наши передовые вакуумные печи оснащены многозонным нагревом и точным контролем температуры, специально разработанным для сложных процессов, таких как пайка алюминия. Мы обслуживаем лаборатории и производственные предприятия, которым требуются надежные решения для термической обработки.
Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может помочь вам поддерживать критическую однородность температуры, необходимую для успешной вакуумной пайки алюминия.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Графитировочная печь сверхвысоких температур в вакууме
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для индукционной плавки вакуумной дугой
Люди также спрашивают
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде



















