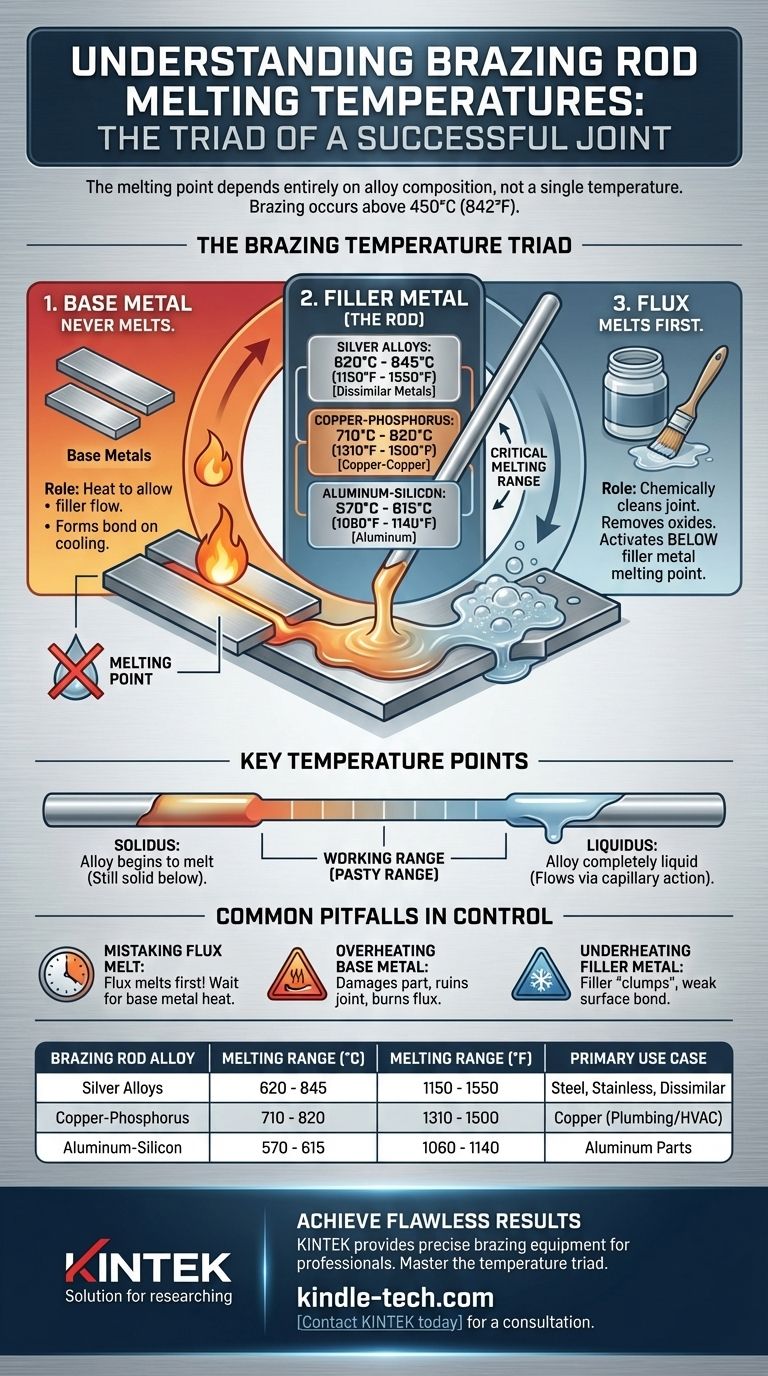
Температура плавления припоя для пайки полностью зависит от его конкретного состава сплава. По определению, процесс пайки использует присадочный металл, который плавится при температуре выше 450°C (842°F), но ниже температуры плавления соединяемых основных металлов. Следовательно, не существует единой температуры; серебряный припой будет плавиться при другой температуре, чем медно-фосфорный или алюминиево-кремниевый припой.
Основной принцип пайки — это контролируемая температурная иерархия: флюс должен расплавиться первым, чтобы очистить соединение, за ним следует присадочный металл (пруток), при этом основные металлы должны оставаться твердыми. Успешная пайка зависит от понимания этой последовательности, а не только от одной температуры плавления.

Температурная триада пайки
Прочное паяное соединение создается взаимодействием трех ключевых элементов, каждый из которых играет свою роль, связанную с температурой. Процесс представляет собой последовательность, а не единичное событие.
Роль основного металла
Основные металлы — это детали, которые вы собираетесь соединить. При пайке основные металлы никогда не должны достигать своей температуры плавления.
Их роль заключается в том, чтобы нагреться достаточно, чтобы расплавленный присадочный металл мог затечь в соединение за счет капиллярного действия, образуя прочное металлургическое соединение при охлаждении.
Присадочный металл (припой)
Это сам припой. Его диапазон плавления является наиболее критическим фактором и сильно варьируется в зависимости от типа.
- Серебряные сплавы: Распространенный выбор для соединения разнородных металлов, таких как сталь и медь. Диапазоны плавления обычно составляют от 620°C до 845°C (1150°F до 1550°F).
- Медно-фосфорные сплавы: Часто используются для соединения меди с медью без флюса. Они плавятся в диапазоне от 710°C до 820°C (1310°F до 1500°F).
- Алюминиево-кремниевые сплавы: Специально для пайки алюминия. Они плавятся в более низком диапазоне, около 570°C до 615°C (1060°F до 1140°F), что чуть ниже температуры плавления алюминия.
Функция флюса
Флюс — это химический очищающий агент. Его задача — удалять оксиды с поверхности основных металлов, чтобы присадка могла правильно соединиться.
Важно отметить, что флюс разработан для плавления и активации при температуре ниже температуры плавления присадочного металла. Указанная вами температура, 565-572°C (1049-1062°F), является типичным диапазоном плавления для флюса для пайки, а не для самого припоя.
Ключевые температурные точки, которые необходимо понимать
Когда вы смотрите технический паспорт припоя, вы увидите две указанные температуры. Понимание обеих необходимо для правильной техники.
Температура «солидуса»
Это температура, при которой сплав впервые начинает плавиться. Ниже этой точки присадочный металл полностью твердый.
Температура «ликвидуса»
Это температура, при которой сплав становится полностью жидким. Правильное затекание в соединение за счет капиллярного действия произойдет только при этой температуре или выше.
Почему важен рабочий диапазон
Температурный зазор между солидусом и ликвидусом — это «рабочий диапазон» или «пастообразный диапазон» сплава. Сплавы с небольшим зазором быстро переходят из твердого состояния в жидкое, что идеально подходит для плотно прилегающих соединений. Более широкий зазор дает больше времени для распределения присадки в более крупном соединении до ее полного затвердевания.
Распространенные ошибки в контроле температуры
Достижение правильной температуры является наиболее распространенной проблемой при пайке. Непонимание процесса приводит к неудачным соединениям.
Принятие плавления флюса за температуру пайки
Самая частая ошибка — это наблюдение за плавлением и пузырением флюса, а затем немедленное применение припоя. Основные металлы еще недостаточно горячие, чтобы присадка правильно растеклась. Плавление флюса — это просто ваш индикатор того, что соединение приближается к правильной температуре пайки.
Перегрев основного металла
Чрезмерное нагревание в течение слишком долгого времени может повредить или деформировать основные металлы. В крайних случаях вы можете расплавить заготовку, что испортит соединение и деталь. Это также может сжечь флюс, оставляя соединение незащищенным от окисления.
Недостаточный нагрев присадочного металла
Если основные металлы недостаточно горячие при введении прутка, присадка «скомкается» и не затечет в соединение. Это приводит к слабому, ненадежному соединению, которое остается на поверхности, а не проникает в зазор.
Соответствие вашего прутка вашей цели
Правильный пруток и температура определяются материалами, которые вы соединяете.
- Если ваша основная цель — соединение медных труб для сантехники или систем отопления, вентиляции и кондиционирования: Используйте медно-фосфорный пруток. Они экономичны и самофлюсуются на меди, что упрощает процесс.
- Если ваша основная цель — соединение стали, нержавеющей стали или разнородных металлов: Серебряный припой является наиболее универсальным и надежным выбором благодаря своей прочности и более низкой температуре плавления.
- Если ваша основная цель — соединение алюминиевых деталей: Вы должны использовать специализированный алюминиево-кремниевый присадочный сплав и соответствующий флюс, так как температурное окно очень узкое.
В конечном итоге, успешная пайка достигается путем равномерного нагрева основного металла, позволяя теплу самой детали — а не пламени — расплавить припой.
Сводная таблица:
| Сплав припоя | Обычный диапазон плавления (°C) | Обычный диапазон плавления (°F) | Основное применение |
|---|---|---|---|
| Серебряные сплавы | 620°C - 845°C | 1150°F - 1550°F | Соединение стали, нержавеющей стали, разнородных металлов |
| Медно-фосфорные сплавы | 710°C - 820°C | 1310°F - 1500°F | Соединение меди с медью (распространено в сантехнике/ОВКВ) |
| Алюминиево-кремниевые сплавы | 570°C - 615°C | 1060°F - 1140°F | Соединение алюминиевых деталей |
Добейтесь безупречных результатов пайки с правильным оборудованием
Понимание точных температур плавления ваших припоев — это только половина дела. Последовательные, высококачественные соединения требуют надежного и точного нагревательного оборудования.
KINTEK специализируется на лабораторном и цеховом оборудовании, включая паяльные горелки и системы контроля температуры, разработанные для профессионалов, которым требуется точность. Мы предоставляем инструменты, необходимые для освоения температурной триады — гарантируя, что ваш флюс, присадочный металл и основные металлы идеально взаимодействуют для создания прочных, долговечных соединений каждый раз.
Позвольте нам помочь вам улучшить процесс пайки. Независимо от того, работаете ли вы в сфере ОВКВ, сантехники или специализированного производства металлоконструкций, наш опыт гарантирует, что у вас будет правильное оборудование для ваших конкретных сплавов и применений.
Свяжитесь с KINTEL сегодня для консультации по идеальным решениям для пайки для вашей мастерской или лаборатории.
Визуальное руководство
Связанные товары
- Заказные держатели для пластин из ПТФЭ для лабораторной и полупроводниковой обработки
- Специальная пресс-форма для лабораторного использования
- Производитель нестандартных деталей из ПТФЭ Тефлона для ПТФЭ-пинцет
- Изготовленные на заказ специальные керамические пластины из оксида алюминия и циркония для переработки передовой тонкой керамики
- Полиэтиленовый сепаратор для литиевой батареи
Люди также спрашивают
- Каковы требования к хранению штатива для ПТФЭ-электродов после очистки? Сохранение чистоты и долговечности оборудования
- Каковы рекомендуемые и запрещенные методы очистки штатива для электродов из ПТФЭ? Защитите свое лабораторное оборудование
- Как предотвратить коррозию держателя образца при использовании агрессивных химикатов? Защитите целостность вашей лаборатории
- Каков правильный способ размещения предметов в корзине для очистки из ПТФЭ? Освойте искусство идеальной, повторяемой очистки
- Каковы температурные и барометрические ограничения для использования держателя образцов? Основное руководство по безопасности в лаборатории