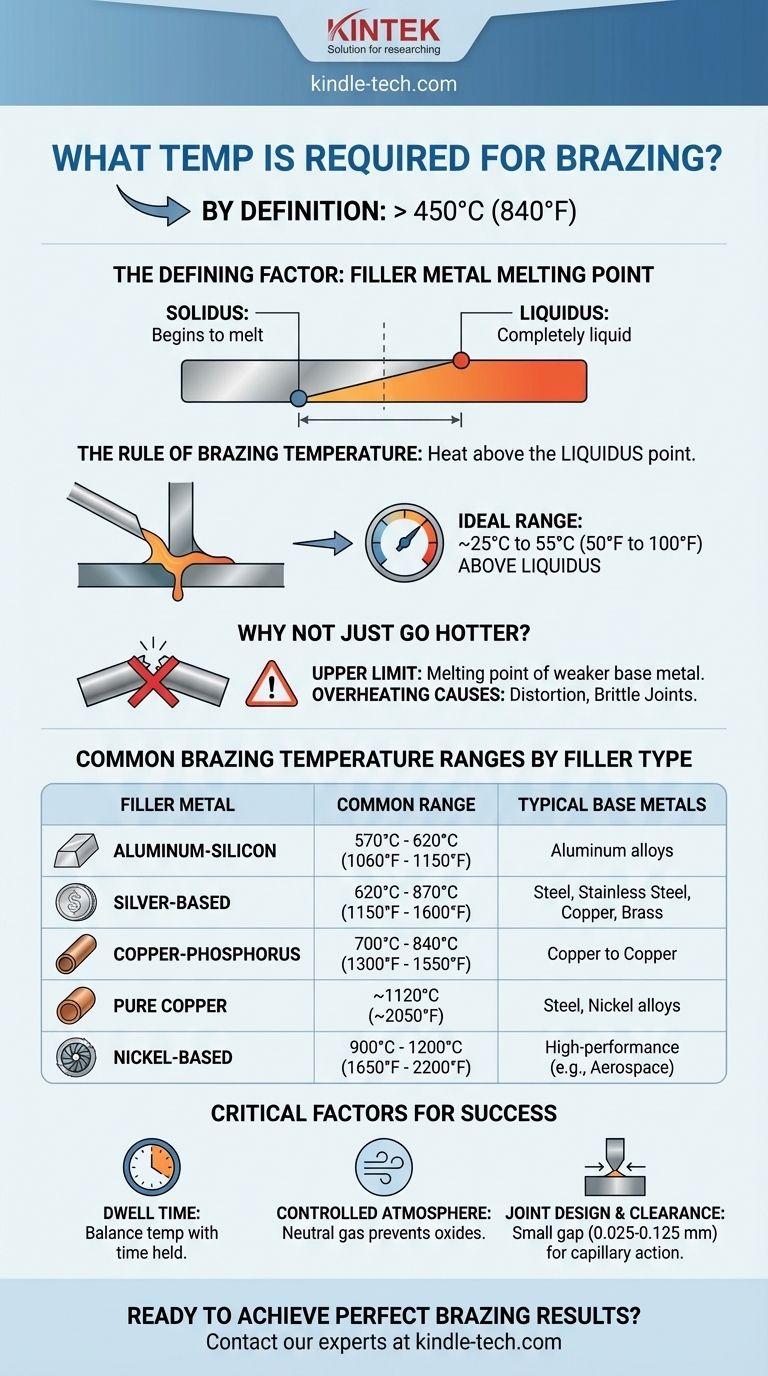
По определению, пайка — это процесс соединения металлов, который происходит при температуре выше 450°C (840°F). Однако точная температура, необходимая для конкретной работы, не является фиксированным числом; она полностью определяется температурой плавления используемого припоя и всегда должна быть ниже температуры плавления соединяемых основных металлов.
Основной принцип заключается не в стремлении к некоторой общей «температуре пайки», а в нагреве узла до температуры, немного превышающей полную температуру плавления выбранного припоя. Это гарантирует правильное растекание припоя без повреждения соединяемых компонентов.

Определяющий фактор: температура плавления припоя
Весь процесс пайки вращается вокруг свойств припоя, также известного как паяльный сплав. Понимание его поведения является ключом к выбору правильной температуры.
Что такое припой?
Припой — это сплав, предназначенный для плавления при более низкой температуре, чем основные металлы, которые он соединяет. При плавлении он затягивается в плотно прилегающий шов капиллярным действием, создавая прочное металлургическое соединение при охлаждении.
Температуры «ликвидуса» и «солидуса»
Припои не плавятся мгновенно при одной температуре. Они имеют диапазон плавления, определяемый двумя точками:
- Солидус: Температура, при которой припой начинает плавиться.
- Ликвидус: Температура, при которой припой полностью жидкий.
Правило температуры пайки
Для успешной пайки основные металлы должны быть нагреты до температуры выше точки ликвидуса припоя. Обычная отраслевая практика заключается в установлении температуры процесса примерно на 25°C–55°C (50°F–100°F) выше температуры ликвидуса, чтобы обеспечить свободное и быстрое растекание припоя по всему соединению.
Почему бы просто не нагреть сильнее? Роль основных металлов
Хотя вы должны превысить температуру ликвидуса припоя, чрезмерный нагрев может быть вредным. Верхний температурный предел вашего процесса всегда определяется температурой плавления более слабого из двух основных металлов.
Предотвращение деформации основного металла
Перегрев может привести к деформации, ослаблению или потере основных металлами критических инженерных свойств, таких как твердость. Это особенно важно при работе с тонкими материалами или компонентами, которые ранее подвергались термической обработке.
Предотвращение нежелательной металлургии
Чрезмерные температуры могут вызвать нежелательные взаимодействия между припоем и основными металлами, что приводит к хрупким соединениям, склонным к разрушению. Цель — чистое соединение, а не полное сплавление на границе раздела.
Общие диапазоны температур пайки по типу припоя
Требуемая температура значительно варьируется в зависимости от состава припоя.
Алюминиево-кремниевые припои
Они используются для пайки алюминиевых сплавов и обычно работают в диапазоне от 570°C до 620°C (от 1060°F до 1150°F). Это узкое окно, так как некоторые алюминиевые сплавы начинают плавиться чуть выше этого диапазона.
Припои на основе серебра
Широко используемые для соединения стали, нержавеющей стали, меди и латуни, серебряные сплавы предлагают широкий диапазон температур. Они обычно работают в диапазоне от 620°C до 870°C (от 1150°F до 1600°F).
Медные и медно-фосфорные припои
Чистая медь является отличным высокотемпературным припоем для пайки стали и никелевых сплавов, требующим температур около 1120°C (2050°F). Медно-фосфорные сплавы используются для соединения меди с медью без флюса и работают при более низких температурах, обычно от 700°C до 840°C (от 1300°F до 1550°F).
Никелевые припои
Для высокопроизводительных применений, требующих превосходной прочности и коррозионной стойкости, например, в аэрокосмической промышленности, используются никелевые сплавы. Они требуют очень высоких температур, часто в диапазоне от 900°C до 1200°C (от 1650°F до 2200°F).
Понимание компромиссов и критических факторов
Температура является основным параметром, но она не работает изолированно. Успешная пайка зависит от баланса нескольких факторов.
Температура против времени выдержки
Время выдержки — это продолжительность, в течение которой узел находится при температуре пайки. Немного более низкая температура может потребовать более длительного времени выдержки, чтобы припой полностью заполнил соединение. И наоборот, более высокая температура может позволить сократить время.
Важность контролируемой атмосферы
Для большинства высококачественных паяльных работ процесс должен происходить в среде, лишенной кислорода. Как отмечают ваши ссылки, нейтральная газовая атмосфера (например, чистый азот) с очень низким содержанием кислорода и влажности необходима. Это предотвращает образование оксидов на поверхности основных металлов, которые в противном случае препятствовали бы растеканию припоя и создавали бы слабое соединение.
Конструкция соединения и зазор
Пайка основана на капиллярном действии. Это физическое явление работает только тогда, когда зазор между двумя основными металлами очень мал — обычно от 0,025 до 0,125 мм (от 0,001 до 0,005 дюйма). Если зазор слишком велик, припой не будет затягиваться, независимо от того, насколько идеален ваш контроль температуры.
Правильный выбор для вашего применения
Чтобы определить правильную температуру пайки, вы должны сначала выбрать подходящий припой для ваших основных материалов и требований к производительности.
- Если ваша основная задача — соединение стали или меди для общих применений: Припой на основе серебра, вероятно, будет вашим лучшим выбором, требуемая температура будет в диапазоне от 620°C до 870°C.
- Если ваша основная задача — соединение чувствительных к нагреву алюминиевых деталей: Вы должны использовать низкотемпературный алюминиево-кремниевый припой и поддерживать точный контроль в диапазоне от 570°C до 620°C.
- Если ваша основная задача — высокопрочные соединения для требовательных условий: Необходим никелевый или высокотемпературный медный припой, требующий печи, способной достигать 900°C или выше, и контролируемой атмосферы.
В конечном итоге, соответствие температуры выбранному припою является основой успешной и надежной пайки.
Сводная таблица:
| Тип припоя | Обычный диапазон температур пайки | Типичные соединяемые основные металлы |
|---|---|---|
| Алюминиево-кремниевый | 570°C - 620°C (1060°F - 1150°F) | Алюминиевые сплавы |
| На основе серебра | 620°C - 870°C (1150°F - 1600°F) | Сталь, нержавеющая сталь, медь, латунь |
| Медно-фосфорный | 700°C - 840°C (1300°F - 1550°F) | Медь с медью |
| Чистая медь | ~1120°C (~2050°F) | Сталь, никелевые сплавы |
| На основе никеля | 900°C - 1200°C (1650°F - 2200°F) | Высокопроизводительные применения (аэрокосмическая промышленность и т.д.) |
Готовы достичь идеальных результатов пайки? Правильная температура — это только начало. Для лабораторий и производственных предприятий KINTEK предоставляет высококачественные паяльные печи, системы с контролируемой атмосферой и экспертную поддержку, необходимые для обеспечения стабильных, прочных и надежных соединений каждый раз.
Давайте обсудим ваше конкретное применение пайки и требования к материалам. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для задач вашей лаборатории по соединению металлов.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?



















