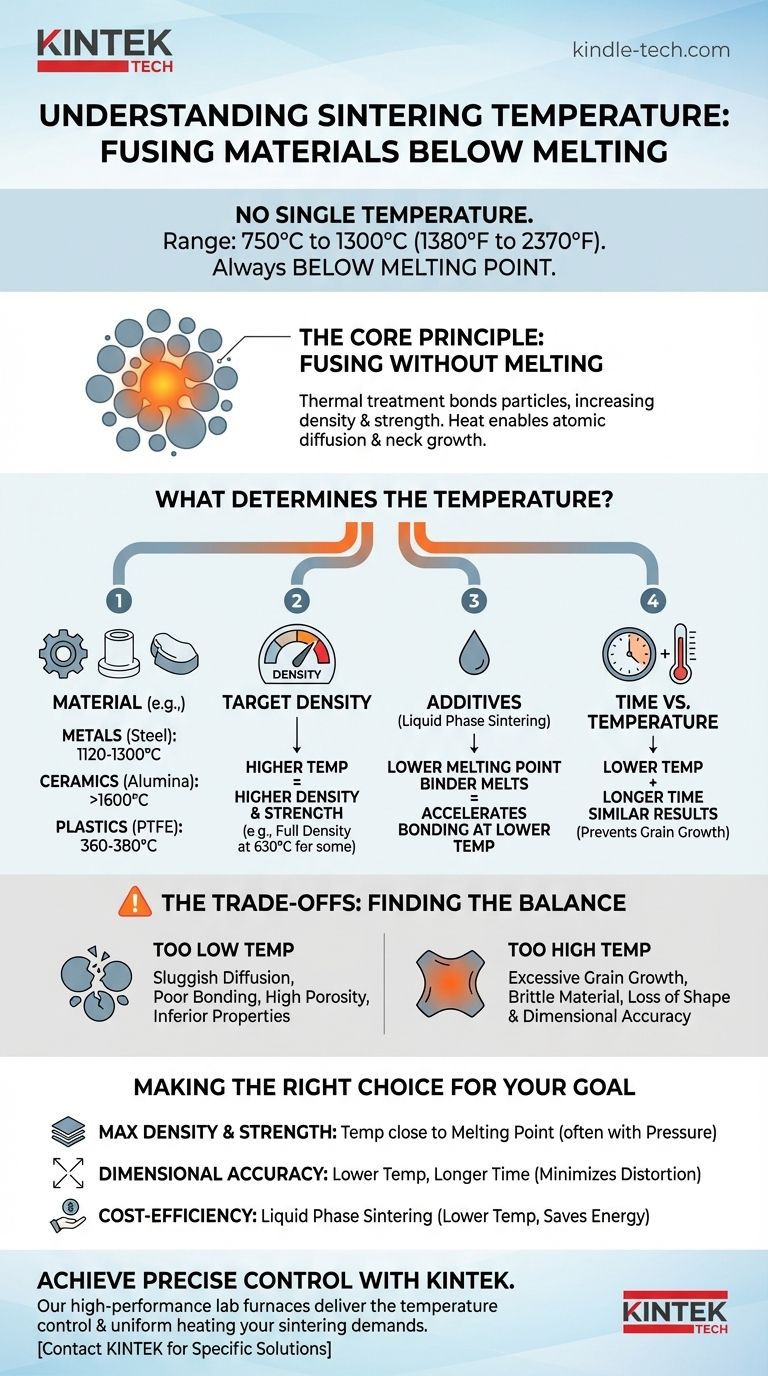
На практике не существует единой температуры для спекания. Процесс обычно протекает в широком диапазоне от 750°C до 1300°C (1380°F до 2370°F) для обычных металлов и керамики, но это сильно зависит от конкретного обрабатываемого материала и желаемых конечных характеристик детали. Главное, что температура всегда должна оставаться ниже фактической температуры плавления материала.
Температура спекания — это не фиксированное число, а критическая переменная процесса. Цель состоит в том, чтобы нагреть материал ровно настолько, чтобы атомы могли сплавить частицы вместе, увеличивая плотность и прочность, не вызывая его плавления и потери формы.
Основной принцип: сплавление без плавления
Спекание — это термическая обработка порошковой заготовки для придания ей прочности и целостности. Процесс связывает частицы вместе, что приводит к уплотнению и удалению пор, оставшихся после начальной стадии прессования.
Температура как движущая сила
Тепло обеспечивает необходимую энергию для атомной диффузии. При температуре спекания атомы в точках контакта между частицами порошка становятся подвижными. Они мигрируют через границы частиц, заставляя отдельные частицы сплавляться и образуя «шейки» между ними.
Правило «чуть ниже температуры плавления»
Этот процесс принципиально отличается от литья. Температура должна быть достаточно высокой, чтобы обеспечить значительную диффузию, но достаточно низкой, чтобы материал оставался в твердом состоянии. Если температура достигнет точки плавления, деталь расплавится, потеряет форму, и процесс будет неудачным.
Что определяет температуру спекания?
Точная температура — это тщательно рассчитанная переменная, которая зависит от нескольких взаимосвязанных факторов.
Обрабатываемый материал
Каждый материал имеет уникальную температуру, при которой атомная диффузия становится значительной.
- Металлы: Железосодержащие сплавы часто спекаются при температуре от 1120°C до 1300°C.
- Керамика: Такие материалы, как оксид алюминия, требуют гораздо более высоких температур, часто превышающих 1600°C.
- Пластмассы: Полимеры, такие как ПТФЭ (тефлон), спекаются при гораздо более низких температурах, обычно около 360°C до 380°C.
Желаемая конечная плотность
Более высокие температуры обычно способствуют более быстрой диффузии и приводят к получению более плотной конечной детали с меньшей пористостью. Для применений, требующих максимальной механической прочности, операторы часто доводят температуру до максимально безопасной. В одном конкретном источнике отмечалось достижение полной плотности при 630°C для конкретного материала, что иллюстрирует, как цель диктует температуру.
Использование добавок (жидкофазное спекание)
Иногда порошок с более низкой температурой плавления смешивается с основным материалом. Во время нагрева эта добавка плавится и становится жидкой фазой, которая заполняет поры между твердыми частицами. Эта жидкость ускоряет диффузию и связывание, позволяя успешно спекать при более низкой общей температуре, что экономит энергию и время.
Понимание компромиссов
Выбор правильной температуры — это балансирование. Последствия неправильного выбора значительны.
Слишком низкая температура
Если температура недостаточна, атомная диффузия будет вялой. Это приводит к плохому связыванию между частицами, высокой остаточной пористости и конечному продукту с худшими механическими свойствами, такими как низкая прочность и твердость.
Слишком высокая температура
Превышение оптимальной температуры создает другие риски, даже если вы остаетесь ниже точки плавления. Основная опасность — чрезмерный рост зерен. Это может сделать материал хрупким и снизить его прочность. Это также может привести к потере точности размеров, поскольку деталь проседает или деформируется.
Роль времени
Спекание — это функция как температуры, так и времени. Аналогичный уровень уплотнения часто может быть достигнут путем использования более низкой температуры в течение более длительного периода. Этот компромисс часто используется для предотвращения нежелательного роста зерен в высокопроизводительных материалах.
Правильный выбор для вашей цели
Оптимальная температура спекания всегда связана с конкретной производственной целью.
- Если ваша основная цель — максимальная плотность и прочность: Вы, вероятно, будете использовать температуру, близкую к точке плавления материала, возможно, в сочетании с давлением (процесс, известный как «горячее изостатическое прессование»).
- Если ваша основная цель — точность размеров для сложных форм: Вы можете использовать немного более низкую температуру и более длительное время выдержки, чтобы минимизировать риск деформации.
- Если ваша основная цель — экономическая эффективность: Жидкофазное спекание может быть эффективной стратегией для снижения энергопотребления за счет снижения требуемой температуры процесса.
В конечном итоге, освоение процесса спекания заключается в точном контроле тепла для превращения рыхлого порошка в плотный, твердый и функциональный компонент.
Сводная таблица:
| Фактор | Влияние на температуру спекания |
|---|---|
| Материал | Металлы (например, сталь): ~1120-1300°C; Керамика (например, оксид алюминия): >1600°C; Пластмассы (например, ПТФЭ): ~360-380°C |
| Целевая плотность | Более высокая плотность требует более высокой температуры (например, полная плотность достигается при 630°C для некоторых материалов). |
| Добавки | Жидкофазное спекание с добавками позволяет использовать более низкие температуры. |
| Время против температуры | Более низкая температура может использоваться с более длительным временем выдержки для достижения аналогичных результатов и контроля роста зерен. |
Добейтесь точного контроля над процессом спекания с KINTEK.
Независимо от того, работаете ли вы с металлами, керамикой или специализированными материалами, выбор и поддержание правильной температуры спекания имеет решающее значение для достижения желаемой плотности, прочности и точности размеров ваших компонентов. KINTEK специализируется на высокопроизводительных лабораторных печах и оборудовании для термической обработки, которые обеспечивают точный контроль температуры и равномерный нагрев, необходимые для ваших задач спекания.
Наши эксперты помогут вам выбрать подходящее оборудование для оптимизации вашей термической обработки для максимальной эффективности и качества продукции. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши конкретные требования к спеканию и узнать, как решения KINTEK могут расширить возможности вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь для искрового плазменного спекания SPS
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Малая печь для вакуумной термообработки и спекания вольфрамовой проволоки
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Что такое процесс спекания под давлением? Достижение превосходной плотности и прочности для высокопроизводительных деталей
- Каковы альтернативные атмосферы чистому водороду для процессов спекания порошковой металлургии? Top Sintering Solutions
- Как вакуумная среда влияет на спекание алмазно-медных композитов? Защита от термического повреждения
- Что такое процесс спекания в порошковой металлургии? Превращение порошка в прочные металлические детали
- Что такое вакуумная спекательная печь? Раскройте чистоту и производительность передовых материалов



















