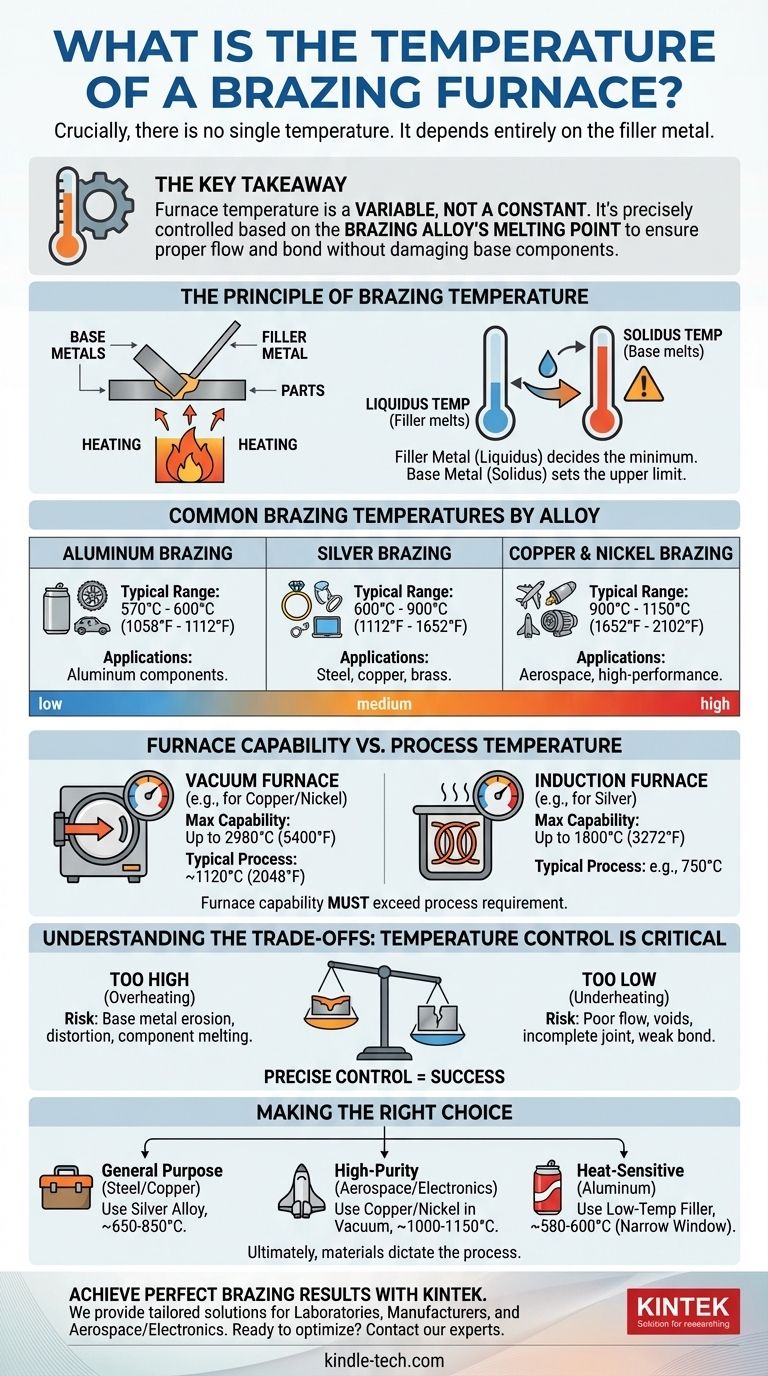
Критически важно, что не существует единой температуры для паяльной печи. Правильная рабочая температура определяется исключительно используемым присадочным металлом для соединения деталей. Эта температура должна быть достаточно высокой, чтобы расплавить присадочный металл, но ниже температуры плавления основных металлов, обычно находясь в широком диапазоне от 450°C до более чем 1100°C (от 842°F до 2012°F).
Основной вывод заключается в том, что температура печи является переменной, а не константой. Она точно контролируется на основе температуры плавления паяльного сплава, чтобы обеспечить правильное растекание присадки и формирование прочного соединения без повреждения соединяемых компонентов.

Принцип температуры пайки
Чтобы понять, почему температура варьируется, вы должны сначала понять основной принцип пайки. Это процесс соединения, определяемый нагревом присадочного металла выше его температуры плавления и его распределением между двумя или более плотно прилегающими деталями за счет капиллярного действия.
Присадочный металл — решающий фактор
Наиболее важным фактором является температура ликвидус присадочного паяльного металла — температура, при которой он полностью переходит в жидкое состояние. Печь должна быть установлена на температуру немного выше этой точки, чтобы гарантировать, что сплав будет достаточно текучим для полного заполнения шва.
Основной металл устанавливает верхний предел
Температура пайки всегда должна быть безопасно ниже температуры солидус соединяемых основных металлов. Если печь будет слишком горячей, она начнет плавить сами детали, что приведет к деформации, эрозии или полному разрушению узла.
Типичные температуры пайки в зависимости от сплава
Требуемая температура диктуется составом присадочного металлического сплава. Различные сплавы выбираются в зависимости от их совместимости с основными металлами, прочности и стоимости.
Пайка алюминия
Используемые для соединения алюминиевых компонентов, эти присадочные металлы имеют самые низкие температуры плавления. Процесс требует очень точного контроля температуры.
- Типичный диапазон: 570°C – 600°C (1058°F – 1112°F)
Серебряная пайка
Серебряные сплавы универсальны и широко используются для соединения стали, меди и латуни. Они обеспечивают хороший баланс прочности и относительно низкий, управляемый диапазон плавления.
- Типичный диапазон: 600°C – 900°C (1112°F – 1652°F)
Пайка медью и никелем
Эти высокопрочные сплавы распространены в аэрокосмической и высокопроизводительной технике. Пайка медью, особенно стальных деталей в вакуумной печи, является очень распространенным промышленным процессом.
- Типичный диапазон: 900°C – 1150°C (1652°F – 2102°F)
Возможности печи против температуры процесса
Важно не путать максимальную температуру, которую печь может достичь, с температурой, при которой проводится процесс. Печь — это просто инструмент, чьи возможности должны превышать требования процесса.
Вакуумные печи
Многие операции пайки, особенно с использованием медных и никелевых сплавов, проводятся в вакууме для предотвращения окисления. Хотя вакуумная печь может быть рассчитана на работу при температуре до 2980°C (5400°F), типичный цикл пайки медью будет проводиться при гораздо более низкой температуре, около 1120°C (2048°F).
Индукционные печи
Индукционный нагрев использует электромагнитную катушку для быстрого нагрева детали. Индукционная система может достигать 1800°C (3272°F), но для пайки ее мощность тщательно контролируется для достижения и поддержания точной температуры, требуемой присадочным сплавом, например, 750°C для серебряного сплава.
Понимание компромиссов: контроль температуры имеет решающее значение
Успешное паяное соединение зависит от точного теплового управления. Отклонение от целевой температуры, даже незначительное, может привести к сбою.
Риск перегрева
Установка слишком высокой температуры может привести к агрессивной реакции присадочного металла с основным металлом, вызывая эрозию поверхностей шва. При экстремальных температурах вы рискуете расплавить сами компоненты.
Риск недогрева
Если температура печи слишком низкая, присадочный металл не станет полностью жидким. Он не будет должным образом течь за счет капиллярного действия, что приведет к пустотам, неполному заполнению шва и слабому, ненадежному соединению.
Важность атмосферы
Температура — лишь часть уравнения. Большинство процессов пайки требуют контролируемой атмосферы (например, вакуума или инертного газа, такого как аргон) для предотвращения образования оксидов на металлических поверхностях, которые блокировали бы поток присадочного металла.
Сделайте правильный выбор для вашей цели
Правильная установка температуры является прямой функцией ваших материалов и вашей цели.
- Если ваше основное внимание уделяется соединению стальных или медных деталей с помощью универсального присадочного материала: Вы, вероятно, будете использовать серебряный сплав и установите печь на температуру в диапазоне 650°C – 850°C.
- Если ваше основное внимание уделяется высокочистым соединениям для аэрокосмической или электронной промышленности: Вы, вероятно, используете вакуумную печь с медным или никелевым сплавом, требующую точного контроля в диапазоне 1000°C – 1150°C.
- Если ваше основное внимание уделяется соединению термочувствительных алюминиевых компонентов: Вам необходимо использовать специальный низкотемпературный присадочный материал и работать в очень узком окне около 580°C – 600°C.
В конечном счете, успешная пайка зависит от понимания того, что материалы диктуют процесс, а не наоборот.
Сводная таблица:
| Тип паяльного сплава | Типичный температурный диапазон (°C) | Типичный температурный диапазон (°F) | Общие области применения |
|---|---|---|---|
| Пайка алюминия | 570°C - 600°C | 1058°F - 1112°F | Алюминиевые компоненты |
| Серебряная пайка | 600°C - 900°C | 1112°F - 1652°F | Сталь, медь, латунь |
| Пайка медью и никелем | 900°C - 1150°C | 1652°F - 2102°F | Аэрокосмическая отрасль, высокопроизводительные детали |
Достигайте идеальных результатов пайки с KINTEK
Точный контроль температуры имеет решающее значение для получения прочных и надежных паяных соединений. Независимо от того, работаете ли вы с алюминием, серебром или высокотемпературными медно-никелевыми сплавами, передовые паяльные печи KINTEK обеспечивают точность и согласованность, которые требуются вашей лаборатории или производственной линии.
Мы предлагаем индивидуальные решения для:
- Лабораторий, требующих точных термических циклов для НИОКР и прототипирования
- Производителей, нуждающихся в высокообъемных, повторяемых процессах пайки
- Аэрокосмической и электронной промышленности, требующей технологии вакуумных печей
Наше оборудование обеспечивает оптимальное растекание присадочного металла и целостность шва, защищая при этом ваши основные материалы от термического повреждения.
Готовы оптимизировать свой процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные требования к применению и узнать, как лабораторное оборудование KINTEK может улучшить ваши возможности соединения.
Визуальное руководство
Связанные товары
- Лабораторная кварцевая трубчатая печь 1400℃ с трубчатой печью с глиноземной трубой
- Лабораторная муфельная печь с нижним подъемом
- Лабораторная кварцевая трубчатая печь 1700℃ с трубчатой печью из оксида алюминия
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Муфельная печь 1800℃ для лаборатории
Люди также спрашивают
- Как работает трубчатая печь? Руководство по контролируемой высокотемпературной обработке
- Каковы преимущества трубчатой печи? Достижение превосходной равномерности и контроля температуры
- Какие меры предосторожности следует соблюдать при использовании трубчатой печи? Обеспечение безопасной и эффективной высокотемпературной обработки
- Каковы преимущества трубчатых печей? Обеспечение превосходного контроля температуры и атмосферы
- Из какого материала изготавливаются муфельные трубки? Выбор правильного материала для успешной работы при высоких температурах



















