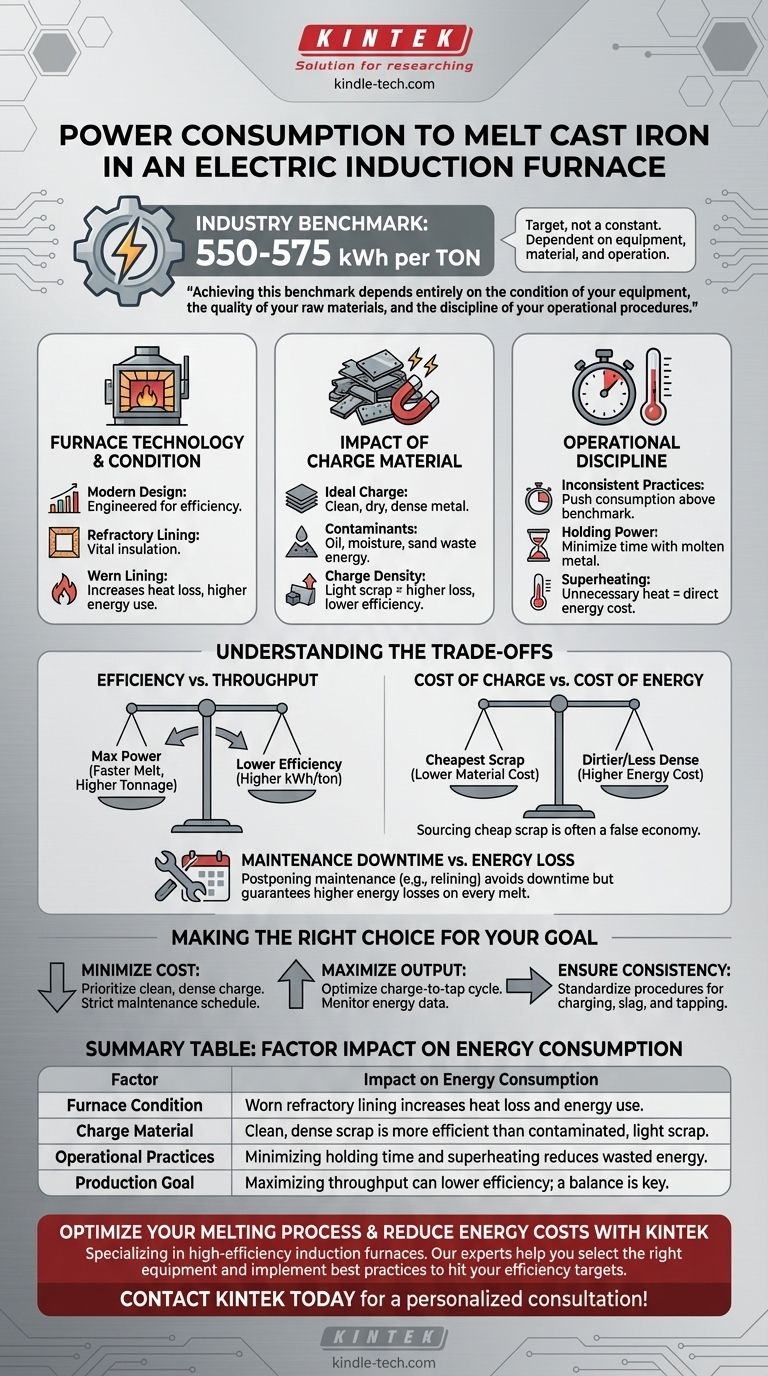
Для расплавления одной тонны чугуна в электрической индукционной печи отраслевым эталоном энергопотребления является диапазон от 550 до 575 кВт·ч. Эта цифра представляет собой электрическую энергию, необходимую для нагрева твердого железа при комнатной температуре выше точки плавления и подготовки его к заливке.
Удельное энергопотребление в 550-575 кВт·ч/тонну не является фиксированной константой, а скорее целевым показателем эффективности. Достижение этого эталона полностью зависит от состояния вашего оборудования, качества сырья и строгости ваших рабочих процедур.

Разбор энергетических требований: факторы, выходящие за рамки эталона
Эталонная цифра является важной отправной точкой, но на практике ваше фактическое энергопотребление может значительно варьироваться. Понимание переменных, влияющих на это число, является ключом к управлению затратами и оптимизации процесса плавки.
Роль технологии и состояния печи
Современные, хорошо обслуживаемые индукционные печи спроектированы для работы в этом диапазоне эффективности. Состояние печи имеет первостепенное значение.
Огнеупорная футеровка печи действует как изолятор. По мере износа и истончения этой футеровки теплопотери через стенки печи резко возрастают, требуя больше энергии для поддержания целевой температуры.
Критическое влияние материала шихты
Материал, который вы загружаете в печь, оказывает прямое и значительное влияние на энергопотребление. Идеальная шихта состоит из чистых, сухих и плотных металлических фрагментов.
Загрязнители, такие как масло, влага, песок или избыточная ржавчина, должны быть выжжены или расплавлены, потребляя энергию без вклада в конечный выход расплавленного чугуна.
Плотность шихты также имеет решающее значение. Легкий, рыхлый лом (например, стружка от механической обработки) имеет большую площадь поверхности, что приводит к большей потере металла из-за окисления и менее эффективной передаче энергии по сравнению с тяжелым, плотным ломом.
Человеческий фактор: дисциплина эксплуатации
То, как печь эксплуатируется от смены к смене, является основным фактором энергоэффективности. Непоследовательные практики могут легко привести к потреблению значительно выше эталонного.
Поддерживающая мощность — это энергия, необходимая просто для поддержания металла в расплавленном состоянии без повышения его температуры. Минимизация времени, в течение которого печь удерживает жидкий металл перед разливкой, является критически важной практикой экономии энергии.
Перегрев, или повышение температуры металла значительно выше необходимой для литья, является распространенным источником потери энергии. Каждый градус ненужного тепла представляет собой прямые затраты на энергию.
Понимание компромиссов в операциях плавки
Оптимизация для наименьшего возможного энергопотребления часто включает в себя балансировку конкурирующих операционных целей. Идеальный процесс редко является тем, который минимизирует одну переменную.
Эффективность против производительности
Работа печи на максимальной мощности может ускорить процесс плавки и увеличить тоннаж производства. Однако это часто происходит за счет снижения электрической эффективности, что увеличивает показатель кВт·ч/тонну.
Напротив, более медленный, более контролируемый цикл плавки может быть более энергоэффективным, но может не соответствовать производственным требованиям.
Стоимость шихты против стоимости энергии
Поиск самого дешевого доступного металлолома часто является ложной экономией. Дешевый лом часто бывает более грязным или менее плотным, что напрямую увеличивает энергию, необходимую для его плавления.
Разумная операция постоянно балансирует цену сырья с затратами на коммунальные услуги, необходимыми для переработки его в пригодный продукт.
Простой из-за технического обслуживания против потерь энергии
Отсрочка необходимого технического обслуживания печи, такого как футеровка, позволяет избежать немедленного простоя и затрат на рабочую силу.
Однако продолжение работы с изношенной футеровкой гарантирует более высокие потери энергии при каждой плавке. Эта отложенная стоимость почти всегда перевешивает первоначальную экономию от задержки технического обслуживания.
Сделайте правильный выбор для вашей цели
Контроль энергопотребления требует четкого понимания вашей основной операционной цели. Ваша стратегия должна соответствовать вашим конкретным целям.
- Если ваш основной фокус — минимизация эксплуатационных расходов: Приоритезируйте поиск чистого, плотного материала шихты и придерживайтесь строгого графика профилактического обслуживания футеровки печи.
- Если ваш основной фокус — максимизация производственной мощности: Сосредоточьтесь на оптимизации всего времени цикла от загрузки до разливки, отслеживая данные об энергопотреблении, чтобы предотвратить чрезмерные потери из-за неэффективных практик.
- Если ваш основной фокус — обеспечение согласованности процесса: Внедряйте и обеспечивайте соблюдение стандартизированных рабочих процедур для методов загрузки, управления шлаком и конечных температур разливки.
В конечном счете, отношение к электроэнергии как к основному сырью — которое можно измерять, управлять и контролировать — является основой эффективной и прибыльной операции плавки.
Сводная таблица:
| Фактор | Влияние на энергопотребление |
|---|---|
| Состояние печи | Изношенная огнеупорная футеровка увеличивает теплопотери и энергопотребление. |
| Материал шихты | Чистый, плотный лом более эффективен, чем загрязненный, легкий лом. |
| Операционные практики | Минимизация времени выдержки и перегрева снижает потери энергии. |
| Производственная цель | Максимизация производительности может снизить эффективность; баланс имеет ключевое значение. |
Готовы оптимизировать процесс плавки и снизить затраты на энергию? KINTEK специализируется на высокоэффективном лабораторном и литейном оборудовании, включая индукционные печи, разработанные для превосходной производительности и контроля затрат. Наши эксперты помогут вам выбрать подходящую печь и внедрить лучшие практики для достижения ваших целей по эффективности. Свяжитесь с KINTEK сегодня для индивидуальной консультации!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Каковы преимущества использования печи вакуумного горячего прессования для спекания композитов на основе УНТ/медь? Превосходная плотность и прочность соединения
- Почему точный контроль давления в вакуумной печи горячего прессования необходим для керамических мишеней IZO? Обеспечение высокой плотности
- Как вакуумная горячая прессовая печь способствует процессу формования композитов УВМПЭ/нано-ГАП?



















