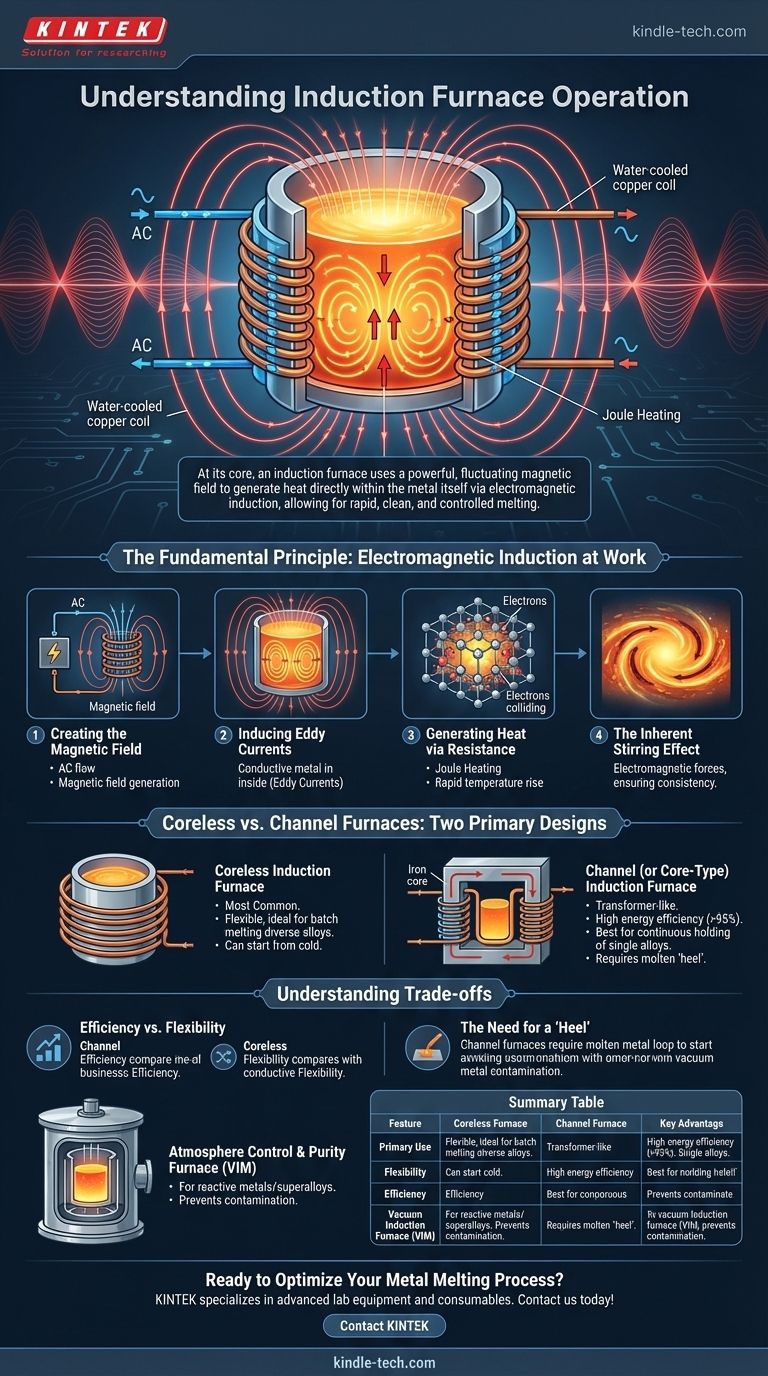
По своей сути, индукционная печь работает, используя мощное, флуктуирующее магнитное поле для генерации тепла непосредственно внутри самого металла. Этот процесс, известный как электромагнитная индукция, позволяет осуществлять быструю, чистую и контролируемую плавку без прямого контакта с нагревательным элементом или пламенем.
Центральный принцип индукционной печи — это преобразование электрической энергии в тепло внутри целевого материала. В отличие от обычных печей, которые нагревают снаружи внутрь, индукционная печь по существу превращает металлическую шихту в собственный источник тепла, что приводит к замечательной эффективности и точности.

Фундаментальный принцип: электромагнитная индукция в действии
Чтобы понять принцип работы, лучше разбить его на последовательность событий. Каждый шаг является прямым следствием законов электромагнетизма.
Создание магнитного поля
Индукционная печь использует специализированный источник питания для пропускания высокочастотного переменного тока (AC) через большую, охлаждаемую водой медную катушку. Эта катушка обернута вокруг тигля или сосуда, содержащего металл, который необходимо расплавить. Протекание переменного тока через эту катушку генерирует мощное и быстро меняющееся магнитное поле в пространстве внутри катушки.
Индуцирование вихревых токов
Это флуктуирующее магнитное поле проникает в электропроводящий металл внутри тигля. Согласно закону индукции Фарадея, изменяющееся магнитное поле индуцирует круговые электрические токи внутри металла. Они известны как вихревые токи.
Генерация тепла за счет сопротивления
Сам металл обладает естественным сопротивлением потоку этих индуцированных вихревых токов. Когда вихревые токи циркулируют по металлу, они преодолевают это сопротивление и генерируют огромное количество тепла посредством процесса, называемого джоулевым нагревом. Это тепло быстро повышает температуру металла до точки плавления.
Присущий эффект перемешивания
Вторичным преимуществом этого процесса является естественное перемешивание. Силы, создаваемые мощным магнитным полем и вихревыми токами, заставляют расплавленный металл двигаться и циркулировать, обеспечивая постоянную температуру и однородную смесь при производстве сплавов.
Бессердечниковые против канальных печей: две основные конструкции
Хотя принцип остается тем же, индукционные печи обычно строятся в одной из двух основных конфигураций, каждая из которых подходит для различных применений.
Бессердечниковая индукционная печь
Это наиболее распространенная конструкция. В бессердечниковой печи катушка непосредственно окружает футерованный огнеупорным материалом тигель, содержащий шихтовый материал. Между ними нет железного сердечника.
Эта конструкция очень гибка, что делает ее идеальной для плавки широкого спектра металлов и сплавов партиями. Ее можно запускать с холодного состояния и полностью опорожнять после каждой плавки.
Канальная (или сердечниковая) индукционная печь
Эта конструкция работает во многом как трансформатор. Она имеет железный сердечник с первичной катушкой, но вторичная «катушка» представляет собой замкнутый контур расплавленного металла, содержащийся в канале в нижней части печи.
Тепло, генерируемое в этом контуре расплавленного металла, циркулирует в основной ванне печи. Эта конструкция чрезвычайно энергоэффективна, но лучше всего подходит для длительного поддержания больших объемов одного типа металла в расплавленном состоянии, поскольку для ее работы необходимо поддерживать «пятку» расплавленного металла.
Понимание компромиссов
Выбор и эксплуатация индукционной печи включает в себя балансирование ключевых эксплуатационных характеристик.
Эффективность против гибкости
Канальные печи обладают самой высокой электрической эффективностью (часто более 95%), но негибки. Они лучше всего подходят для непрерывных операций с одним сплавом, таких как выдерживающие печи на крупных литейных заводах.
Бессердечниковые печи менее эффективны с точки зрения электроэнергии, но предлагают беспрецедентную гибкость. Их способность запускаться с холодного состояния и плавить различные материалы делает их стандартом для литейных заводов, производящих различные сплавы.
Необходимость в «пятке»
Основное эксплуатационное отличие состоит в том, что канальную печь нельзя запустить с холодного состояния. Для завершения вторичного контура ей требуется непрерывный контур, или «пятка», расплавленного металла. Полное опорожнение означает, что ее нельзя перезапустить без сложного и трудного процесса предварительного нагрева.
Контроль атмосферы и чистоты
Для плавки высокореактивных металлов, таких как титан, или для производства сверхчистых суперсплавов, индукционный процесс может быть заключен в вакуум. Вакуумная индукционная печь (ВИП) предотвращает реакцию расплавленного металла с кислородом и азотом, которые в противном случае привели бы к появлению примесей и ухудшению свойств материала.
Правильный выбор для вашего применения
Выбор правильного типа печи имеет решающее значение для достижения ваших операционных и металлургических целей.
- Если ваша основная задача — пакетная плавка различных сплавов: Бессердечниковая индукционная печь обеспечивает необходимую гибкость для переключения между различными материалами и запуска с холодной шихты.
- Если ваша основная задача — непрерывное поддержание больших объемов одного металла в расплавленном состоянии: Канальная индукционная печь предлагает самую высокую энергоэффективность и является наиболее экономичным решением для этой задачи.
- Если ваша основная задача — производство высокочистых, реактивных сплавов: Вакуумная индукционная печь является обязательной для предотвращения загрязнения и обеспечения соответствия конечного материала строгим спецификациям.
Понимая эти основные принципы, вы можете использовать индукционные технологии для высококонтролируемой, чистой и эффективной обработки металла.
Сводная таблица:
| Характеристика | Бессердечниковая печь | Канальная печь | Вакуумная индукционная печь (ВИП) |
|---|---|---|---|
| Основное применение | Пакетная плавка различных сплавов | Поддержание больших объемов одного металла | Плавление реактивных, высокочистых сплавов |
| Гибкость | Высокая (можно запускать с холодного состояния, менять сплавы) | Низкая (требуется «пятка» расплавленного металла) | Высокая (в вакуумной среде) |
| Эффективность | Хорошая | Отличная (>95%) | Хорошая |
| Ключевое преимущество | Универсальность для литейных производств | Энергоэффективность для непрерывной работы | Предотвращает загрязнение для сверхчистых металлов |
Готовы оптимизировать процесс плавки металла?
Понимание принципов работы индукционной печи — это первый шаг к достижению превосходной эффективности и качества металла в вашей лаборатории или литейном цехе. Правильное оборудование имеет решающее значение для вашего конкретного применения, будь то гибкость бессердечниковой печи, эффективность удержания канальной печи или контроль чистоты вакуумной системы.
KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, удовлетворяя точные потребности лабораторий и исследовательских центров. Наш опыт поможет вам выбрать идеальное решение для индукционной плавки, чтобы повысить вашу производительность, снизить затраты и обеспечить стабильные, высококачественные результаты.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования и узнать, как наши решения могут способствовать вашим инновациям.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Почему высокоточная система контроля температуры в вакуумной горячей прессовальной печи имеет решающее значение? Идеальный синтез Cu-Ti3SiC2
- Как вакуумная горячая прессовая печь способствует процессу формования композитов УВМПЭ/нано-ГАП?
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению



















