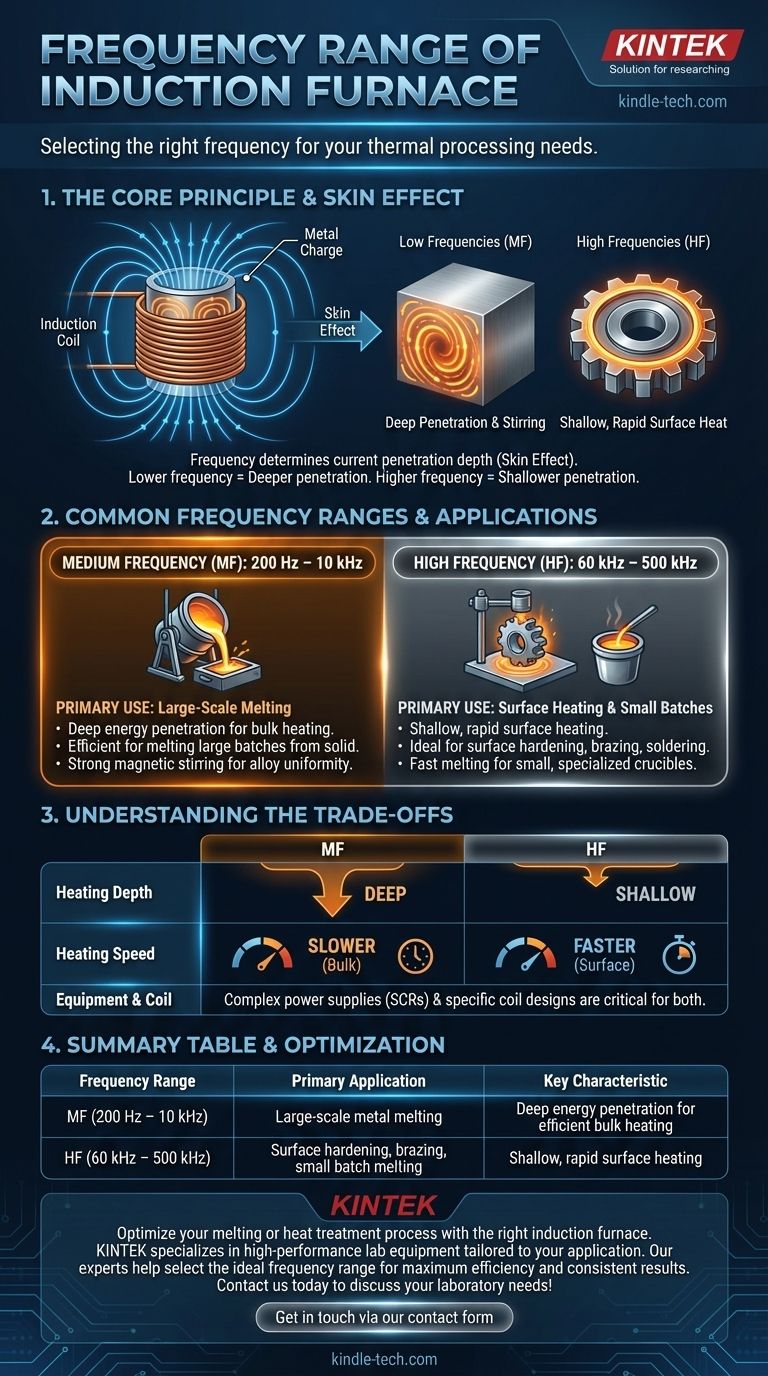
Частота индукционной печи не является единственным значением, а попадает в различные диапазоны в зависимости от ее предполагаемого применения. Печи, предназначенные для крупномасштабной плавки, работают в среднечастотном (СЧ) диапазоне, обычно от 200 Гц до 10 кГц. Напротив, системы, используемые для поверхностного нагрева или более мелких, точных задач плавки, работают в высокочастотном (ВЧ) диапазоне, который может охватывать от 60 кГц до 500 кГц.
Выбор частоты является критически важным инженерным решением, которое определяет основную функцию печи. Более низкие частоты проникают в металл глубже для плавки больших объемов, в то время как более высокие частоты концентрируют энергию вблизи поверхности для быстрого нагрева или обработки небольших партий.

Почему частота является решающим фактором
Чтобы понять различные диапазоны частот, мы должны сначала понять основной принцип индукционного нагрева и то, как частота напрямую контролирует его поведение.
Принцип индукционного нагрева
Индукционная печь работает как трансформатор. Первичная обмотка, питаемая переменным током, генерирует мощное, быстро меняющееся магнитное поле. Металл, который нужно нагреть («заряд»), помещается в это поле, эффективно становясь вторичной обмоткой.
Это магнитное поле индуцирует мощные электрические токи, известные как вихревые токи, которые текут внутри металла. Естественное сопротивление металла потоку этих вихревых токов генерирует огромное количество тепла, заставляя его плавиться.
Критический «поверхностный эффект»
Рабочая частота источника питания напрямую определяет, насколько глубоко эти вихревые токи проникают в металл. Это явление известно как поверхностный эффект.
На высоких частотах вихревые токи вынуждены течь в тонком слое вблизи поверхности материала. На более низких частотах токи могут проникать гораздо глубже в сердцевину металла.
Магнитное перемешивание для однородности
Вторичным преимуществом этого процесса является естественное перемешивание. Силы, создаваемые магнитным полем и вихревыми токами, заставляют расплавленный металл циркулировать, обеспечивая равномерную температуру и постоянный состав сплава.
Общие диапазоны частот и их применение
«Поверхностный эффект» является причиной того, что индукционные системы разрабатываются для определенных частотных диапазонов. Каждый диапазон оптимизирован для различных типов термической обработки.
Среднечастотные (СЧ) печи: 200 Гц – 10 кГц
Это основной рабочий диапазон для большинства литейных производств и операций по плавке металлов. Более низкая частота позволяет энергии глубоко проникать в заряд.
Это глубокое проникновение необходимо для эффективной плавки больших партий металла из твердого состояния. Сильное магнитное поле также создает мощное перемешивание, что идеально подходит для смешивания сплавов.
Высокочастотные (ВЧ) печи: 60 кГц – 500 кГц
Высокочастотные системы используются, когда нагрев должен быть быстрым и локализованным. Неглубокое проникновение энергии идеально подходит для применений, не связанных с плавкой больших объемов.
Общие области применения включают поверхностную закалку стальных деталей, пайку твердым припоем, пайку мягким припоем и плавку очень небольших, специализированных партий материала, где скорость важнее глубокого нагрева.
Понимание компромиссов
Выбор частоты — это баланс между глубиной нагрева, скоростью и соображениями, связанными с оборудованием. Это не универсальное решение.
Глубина проникновения против скорости нагрева
Это фундаментальный компромисс. Среднечастотная печь тщательно нагревает весь заряд, но для доведения большой массы до температуры требуется больше времени. Высокочастотная система нагревает поверхностный слой почти мгновенно, но неэффективна для плавки большого, твердого блока металла.
Сложность оборудования
Источник питания и система управления являются критически важными компонентами. Эти системы должны надежно генерировать заданную частоту и мощность, часто используя сложные интегральные схемы и тиристоры (SCR) для управления высокими электрическими нагрузками. Высокочастотные источники питания могут быть более сложными и дорогостоящими.
Конструкция катушки
Сама индукционная катушка должна быть спроектирована специально для рабочей частоты печи и формы заряда. Неправильно спроектированная катушка будет крайне неэффективной и может привести к плохой производительности, независимо от возможностей источника питания.
Правильный выбор для вашего применения
Оптимальная частота полностью определяется вашим материалом и целью процесса.
- Если ваша основная задача — плавка больших объемов металла (например, литейное производство): Вам требуется глубокое проникновение энергии для эффективности, что делает среднечастотную печь стандартным выбором.
- Если ваша основная задача — поверхностная обработка (например, цементация шестерен): Вам нужен точный, неглубокий нагрев, что делает высокочастотную систему правильным инструментом.
- Если ваша основная задача — быстрая плавка небольших, специализированных партий: Высокочастотная печь может быть более эффективной и быстрой для небольших тиглей и драгоценных металлов.
Понимание прямой зависимости между частотой и глубиной нагрева позволяет вам выбрать наиболее эффективную технологию для вашего конкретного промышленного процесса.
Сводная таблица:
| Диапазон частот | Основное применение | Ключевая характеристика |
|---|---|---|
| Средняя частота (200 Гц – 10 кГц) | Крупномасштабная плавка металлов | Глубокое проникновение энергии для эффективного объемного нагрева |
| Высокая частота (60 кГц – 500 кГц) | Поверхностная закалка, пайка, плавка небольших партий | Неглубокий, быстрый поверхностный нагрев |
Оптимизируйте процесс плавки или термообработки с помощью правильной индукционной печи.
В KINTEK мы специализируемся на предоставлении высокопроизводительного лабораторного оборудования, включая индукционные печи, адаптированные к вашим конкретным задачам — будь то плавка больших партий или точная поверхностная обработка. Наши эксперты помогут вам выбрать идеальный диапазон частот для максимальной эффективности, обеспечения равномерного нагрева и достижения стабильных результатов.
Свяжитесь с нами сегодня, чтобы обсудить ваши лабораторные потребности и узнать, как наши надежные решения могут повысить вашу производительность. Свяжитесь с нами через нашу контактную форму для получения индивидуальной консультации!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Какие основные проблемы решает печь для вакуумного горячего прессования? Достижение превосходной структурной целостности функционально градиентных материалов WCp/Cu
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках



















