Хотя не существует единой частоты для всех индукционных печей, они работают в широком спектре, обычно от стандартных сетевых частот (50-60 Гц) до нескольких сотен килогерц (кГц). Используемая частота не случайна; это самый важный конструктивный параметр, который определяет характеристики нагрева печи, эффективность и ее предполагаемое применение, от плавки массивных тонн чугуна до переработки небольших высокочистых сплавов.
Рабочая частота индукционной печи — это фундаментальная переменная, которая контролирует, как энергия передается металлу. Более низкие частоты проникают глубже и перемешивают энергичнее, что идеально подходит для больших объемов плавки, в то время как более высокие частоты обеспечивают более поверхностный, контролируемый нагрев для небольших или специализированных применений.

Роль частоты в индукционном нагреве
Чтобы понять различные диапазоны частот, мы должны сначала понять физику процесса. Индукционная печь — это, по сути, большой трансформатор, где первичная катушка — это водоохлаждаемая медная катушка, а плавимый металл (загрузка) действует как одновитковая вторичная катушка.
Принцип индукции
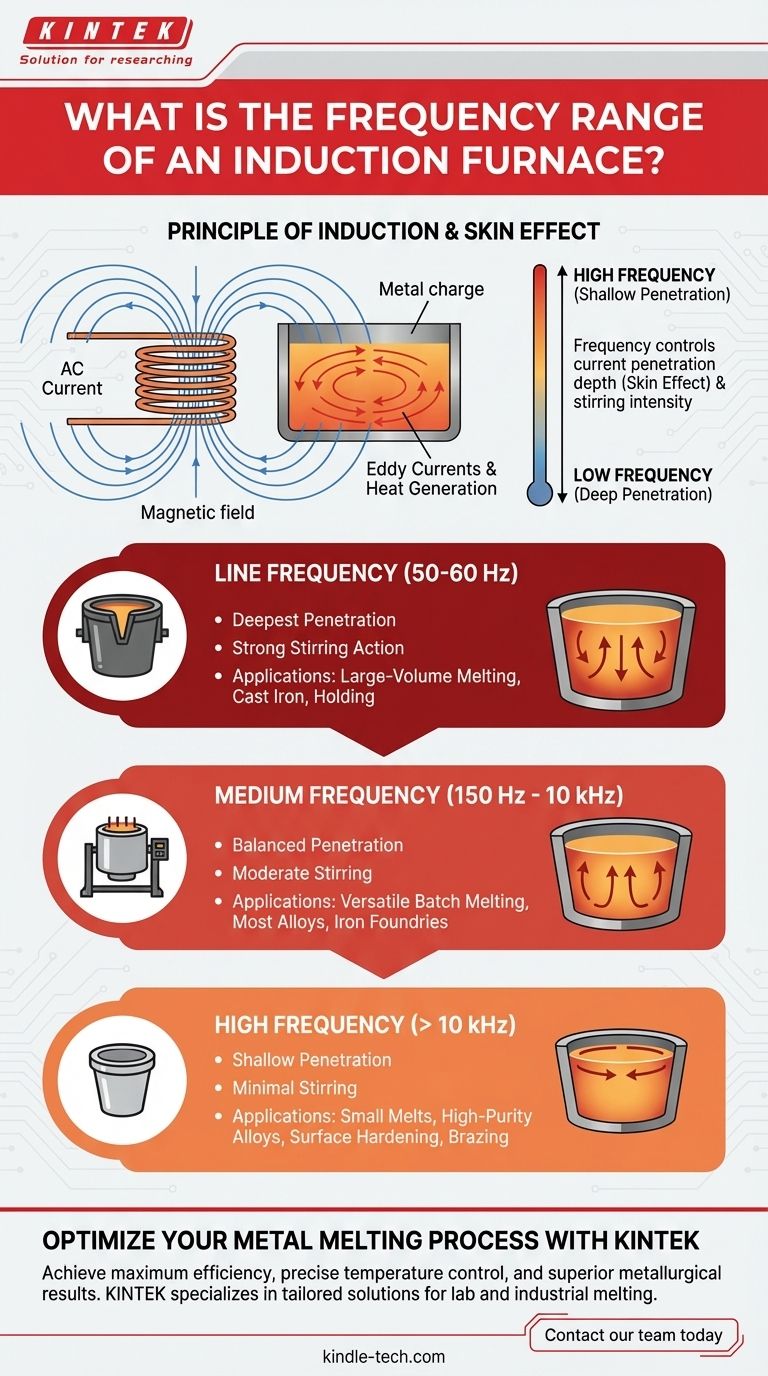
Когда переменный ток (AC) протекает через первичную катушку, он создает сильное и быстро меняющееся магнитное поле внутри печи. Это магнитное поле индуцирует сильные электрические токи, известные как вихревые токи, внутри металлической загрузки. Естественное электрическое сопротивление металла заставляет эти вихревые токи генерировать огромное количество тепла, что приводит к плавлению.
«Скин-эффект»: Глубина проникновения тока
Критически важно, что эти вихревые токи не протекают равномерно по всему объему металла. Они имеют тенденцию концентрироваться на внешней поверхности в явлении, известном как скин-эффект. Рабочая частота напрямую контролирует глубину этого «скина», по которому течет ток.
Соотношение обратно пропорционально:
- Более высокая частота приводит к меньшей глубине проникновения.
- Более низкая частота приводит к большей глубине проникновения.
Перемешивание против концентрированного нагрева
Эта глубина проникновения определяет поведение печи. Более глубокий путь тока (низкая частота) взаимодействует с большей частью металла, создавая более сильные электромагнитные силы, которые приводят к энергичному, естественному перемешиванию. Более мелкий путь тока (высокая частота) концентрирует энергию на поверхности для быстрого нагрева с минимальным перемешиванием.
Типичные диапазоны частот и их применение
Выбор частоты — это осознанное инженерное решение, основанное на желаемом результате. Печи строятся для работы в одном из трех общих диапазонов.
Сетевая частота (50 – 60 Гц)
Эти печи работают на стандартной частоте, доступной от электросети. Очень низкая частота вызывает наибольшее проникновение энергии, что идеально подходит для плавки крупных заготовок и удержания больших объемов расплавленного металла. Сильное перемешивание отлично подходит для гомогенизации сплавов, таких как чугун. Канальные печи, которые часто используются в качестве накопителей, обычно работают на сетевой частоте.
Средняя частота (150 Гц – 10 кГц)
Это самый распространенный и универсальный диапазон для современных бесканальных индукционных печей. Системы средней частоты обеспечивают превосходный баланс между эффективностью нагрева и перемешиванием. Они подходят для широкого спектра размеров плавки и применений, от литейных цехов по чугуну до цветных металлов, обеспечивая быструю плавку без экстремального перемешивания, характерного для агрегатов на сетевой частоте.
Высокая частота (выше 10 кГц)
Печи высокой частоты создают очень мелкую глубину проникновения. Это идеально подходит для быстрой плавки небольших количеств металла или для применений, где требуется минимальное перемешивание, например, при работе с высокочистыми или специальными сплавами, где существует проблема поглощения газов. Этот диапазон также используется для неплавильных применений, таких как поверхностная закалка, пайка твердым и мягким припоем.
Понимание компромиссов
Выбор частоты включает в себя балансирование конкурирующих факторов. Не существует единственной «лучшей» частоты, а есть только наиболее подходящая для данной работы.
Эффективность против перемешивания
Энергичное перемешивание при низкочастотной работе отлично подходит для смешивания и однородности температуры в больших ваннах. Однако эта же турбулентность может увеличить окисление (образование шлака) и ускорить эрозию огнеупорной футеровки печи. Высокочастотный нагрев менее турбулентен, но может не обеспечивать достаточного перемешивания для надлежащей гомогенизации некоторых сплавов.
Размер плавки и согласование мощности
Чтобы индукционный нагрев был эффективным, глубина проникновения должна быть значительно меньше диаметра нагреваемого материала. Использование низкой частоты с очень большой глубиной проникновения на небольшом куске металла крайне неэффективно, поскольку магнитное поле «промахивается» мимо цели. Частота должна соответствовать размеру загрузки.
Капитальные затраты и сложность
Как правило, системы электропитания, которые преобразуют сетевую частоту в среднюю или высокую, более сложны и имеют более высокую первоначальную стоимость, чем простые трансформаторы сетевой частоты. Однако их гибкость и эффективность для периодических плавильных операций часто оправдывают эти инвестиции.
Принятие правильного решения для вашей цели
Идеальная частота напрямую связана с вашей операционной целью. При оценке индукционной печи частота указывает на ее назначение.
- Если ваш основной фокус — плавка больших объемов черных металлов (например, чугуна): Оптимальной будет печь на сетевой или низкой частоте для глубокого проникновения энергии и сильного металлургического перемешивания.
- Если ваш основной фокус — гибкая периодическая плавка различных сплавов: Печь средней частоты предлагает лучший баланс скорости нагрева, эффективности и контролируемого перемешивания.
- Если ваш основной фокус — небольшие высокочистые плавки или поверхностная термообработка: Система высокой частоты обеспечивает точный, быстрый нагрев с минимальным перемешиванием.
В конечном счете, понимание взаимосвязи между частотой, проникновением и перемешиванием дает вам возможность выбрать систему, идеально соответствующую вашему процессу.
Сводная таблица:
| Диапазон частот | Глубина проникновения | Ключевые применения |
|---|---|---|
| Сетевая (50-60 Гц) | Самая глубокая | Плавка больших объемов, чугун, сильное перемешивание |
| Средняя (150 Гц - 10 кГц) | Умеренная | Универсальная периодическая плавка, большинство сплавов, сбалансированное перемешивание |
| Высокая (>10 кГц) | Поверхностная | Небольшие плавки, высокочистые сплавы, поверхностная обработка |
Оптимизируйте процесс плавки металла с KINTEK
Выбор правильной частоты индукционной печи имеет решающее значение для достижения максимальной эффективности, точного контроля температуры и превосходных металлургических результатов в вашей лаборатории или на производстве. KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, предлагая индивидуальные решения для лабораторных и промышленных плавильных применений.
Наши эксперты помогут вам выбрать идеальную конфигурацию индукционной печи, соответствующую вашему конкретному материалу, размеру партии и технологическим требованиям, обеспечивая более быстрое время плавки, снижение энергозатрат и стабильно высокое качество результатов.
Готовы улучшить свои возможности плавки? Свяжитесь с нашей командой сегодня, чтобы обсудить ваш проект и узнать, как надежное оборудование KINTEK может способствовать вашему успеху.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение



















