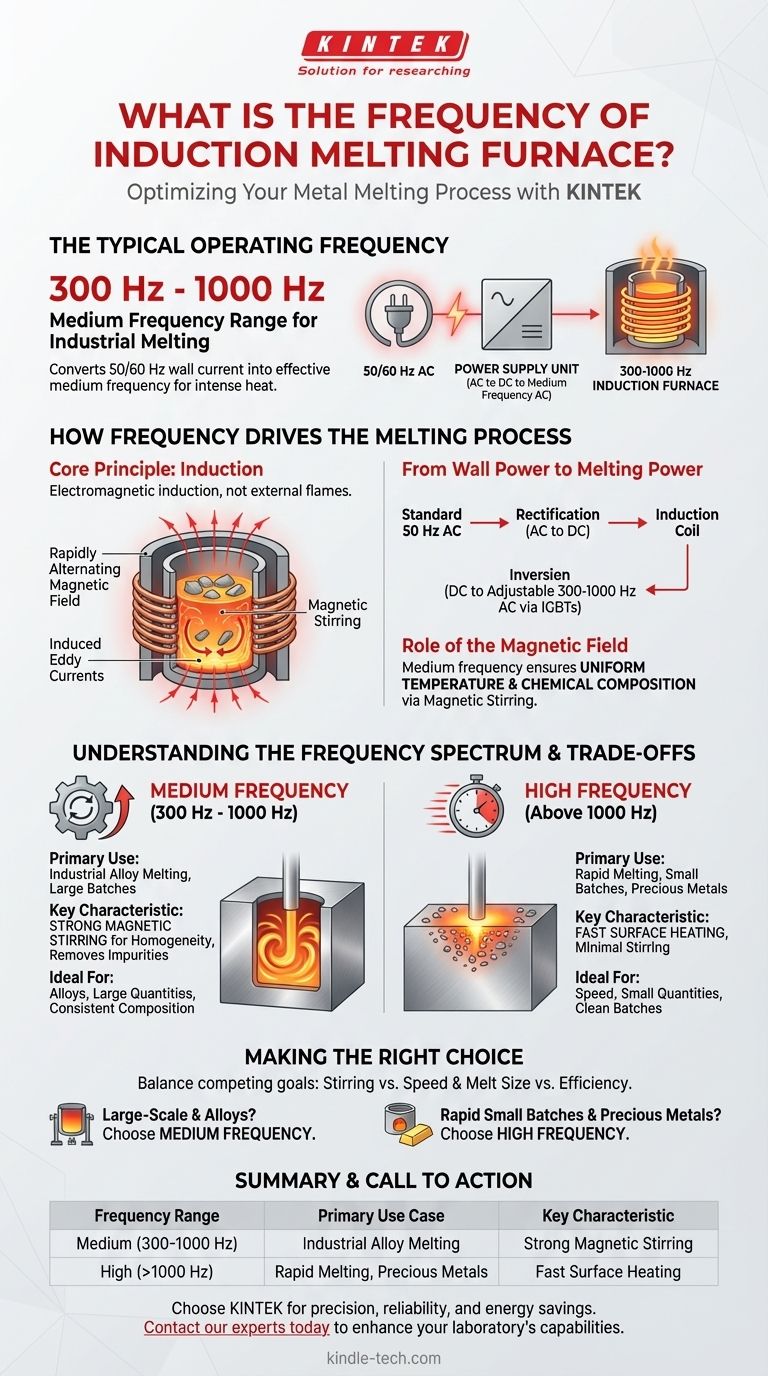
Типичная рабочая частота индукционной плавильной печи находится в диапазоне средних частот от 300 Гц до 1000 Гц. Эта специализированная частота генерируется блоком питания, который преобразует стандартный сетевой ток 50/60 Гц в более эффективный ток для генерации интенсивного тепла, необходимого для плавки металлов.
Выбор рабочей частоты является критически важным проектным решением, которое определяет основную функцию печи. Более низкие (средние) частоты создают сильный эффект перемешивания, идеально подходящий для больших, однородных расплавов, в то время как более высокие частоты более эффективны для быстрого плавления меньших объемов металла.

Как частота управляет процессом плавки
Чтобы понять значение диапазона 300-1000 Гц, важно понять основной принцип индукционного нагрева и то, как блок питания печи достигает этой конкретной частоты.
Основной принцип: индукция
Индукционная печь не использует внешнее пламя или нагревательный элемент. Вместо этого она основана на принципе электромагнитной индукции.
Высокий ток протекает через медную катушку, создавая мощное, быстро меняющееся магнитное поле внутри печи. Это магнитное поле индуцирует мощные вихревые токи внутри помещенного металла, заставляя его нагреваться и плавиться изнутри.
От сетевого питания к мощности плавки
Процесс начинается со стандартного трехфазного переменного тока (AC) с частотой 50 Гц.
Устройство питания сначала преобразует этот переменный ток в постоянный ток (DC). Затем, используя передовые твердотельные компоненты, такие как IGBT, оно преобразует постоянный ток обратно в регулируемый однофазный переменный ток с гораздо более высокой средней частотой (300-1000 Гц).
Роль магнитного поля
Этот среднечастотный ток является тем, что питает индукционную катушку. Частота критически важна, потому что она определяет поведение магнитного поля.
На этих частотах магнитное поле создает эффект магнитного перемешивания. Это перемешивание естественным образом смешивает расплавленный металл, обеспечивая равномерную температуру и химический состав по всему расплаву, что жизненно важно для создания высококачественных сплавов.
Понимание частотного спектра
Хотя средняя частота является распространенной, это не единственный вариант. Выбор частоты напрямую связан с предполагаемым применением печи.
Средняя частота (300 Гц - 1000 Гц)
Это рабочий диапазон для большинства промышленных плавильных применений. Его основное преимущество — отличное перемешивание, которое способствует однородности и помогает удалять примеси (шлак).
Эти печи идеально подходят для производства сплавов и плавки больших партий металла, где однородный состав имеет первостепенное значение.
Высокая частота (выше 1000 Гц)
Высокочастотные печи предназначены для других задач. Они очень быстро индуцируют тепло в поверхностных слоях металла.
Это делает их чрезвычайно эффективными для очень быстрого плавления небольших количеств металла, часто всего за несколько минут. Они обычно используются для драгоценных металлов, таких как золото и серебро, или в лабораторных условиях, где скорость имеет решающее значение и требуется меньшее магнитное перемешивание.
Понимание компромиссов
Выбор частоты печи включает в себя балансирование конкурирующих инженерных целей. Не существует единой «лучшей» частоты; существует только лучшая частота для конкретной задачи.
Перемешивание против скорости
Самый значительный компромисс — между перемешиванием и скоростью плавления.
Средняя частота обеспечивает интенсивное перемешивание, что крайне важно для легирования, но может быть медленнее для плавления начальной загрузки. Высокая частота обеспечивает невероятно быстрое плавление, но с минимальным перемешиванием, что делает ее менее подходящей для создания однородных сплавов из различных исходных металлов.
Размер расплава и эффективность
Частота должна соответствовать размеру плавящегося материала для максимальной эффективности.
Магнитное поле средней частоты проникает глубже в металлическую загрузку, что делает его эффективным для больших заготовок или значительных количеств лома. Высокочастотное поле имеет более мелкое проникновение, что делает его идеальным для быстрого нагрева небольших кусков или порошков.
Оборудование и применение
Технология источника питания (например, модули IGBT, упомянутые в ссылках) обеспечивает точное управление частотой и мощностью.
Это позволяет создавать печи, которые не только мощны, но и компактны, энергосберегающи и способны работать 24 часа в сутки непрерывно. Выбор напрямую влияет на размер, стоимость и общие эксплуатационные характеристики печи.
Правильный выбор для вашего применения
Оптимальная частота полностью определяется вашими требованиями к плавке. Учитывайте материал, размер партии и желаемый результат, чтобы выбрать подходящую технологию.
- Если ваша основная цель — крупномасштабная плавка и создание сплавов: Печь средней частоты — правильный выбор благодаря ее мощному перемешивающему действию и способности обеспечивать однородный конечный продукт.
- Если ваша основная цель — быстрое плавление небольших, чистых партий или драгоценных металлов: Высокочастотная печь обеспечивает превосходную скорость и эффективность для этих конкретных применений.
В конечном итоге частота печи настраивается на конкретную задачу, балансируя потребность в равномерном перемешивании с требованием быстрого, эффективного нагрева.
Сводная таблица:
| Диапазон частот | Основное применение | Ключевая характеристика |
|---|---|---|
| Средняя (300-1000 Гц) | Промышленная плавка сплавов, большие партии | Сильное магнитное перемешивание для однородного состава |
| Высокая (>1000 Гц) | Быстрое плавление небольших партий, драгоценных металлов | Быстрый поверхностный нагрев, минимальное перемешивание |
Оптимизируйте процесс плавки металла с KINTEK!
Выбор правильной частоты индукционной печи имеет решающее значение для достижения идеального качества расплава, эффективности и экономичности для вашего конкретного применения — работаете ли вы с крупномасштабными промышленными сплавами или небольшими партиями драгоценных металлов.
Как специалист по лабораторному оборудованию и расходным материалам, KINTEK предоставляет опыт и технологии, чтобы подобрать вам идеальное решение для индукционной плавки. Наши печи разработаны для точности, надежности и экономии энергии.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши требования и узнать, как индукционные плавильные печи KINTEK могут улучшить возможности и производительность вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Люди также спрашивают
- Какова основная функция печи вакуумного индукционного плавления при подготовке лигатуры Ni-Mo-Cr-Fe? Обеспечение высокой чистоты
- Как специализированные промышленные малогабаритные плавильные печи решают проблемы точного литья ювелирных изделий? Руководство эксперта
- Какова функция печи вакуумного индукционного плавления? Основное руководство по производству высокочистых сплавов FeCrAl
- Каково назначение индукционной плавильной печи? Достижение быстрой, чистой и точной плавки металла
- Почему для редкоземельной стали используется ВПП? Важная точность для плавки реактивных лантана и церия



















