Короче говоря, контролируемая атмосфера пайки (CAB) — это промышленный процесс с большим объемом производства, который соединяет металлические компоненты с помощью присадочного металла внутри печи с точно управляемой средой, свободной от кислорода. Детали непрерывно движутся по конвейерной ленте через различные зоны нагрева и охлаждения, что позволяет получать стабильные, чистые и прочные соединения, во многих случаях без использования коррозионных флюсов. Эта контролируемая среда предотвращает окисление, которое является основной причиной слабых или неудачных паяных соединений.
Основной принцип пайки в контролируемой атмосфере заключается не просто в нагреве деталей, а в создании химически идеальной среды. Заменяя кислород такими специфическими газами, как азот и водород, процесс обеспечивает чистое протекание присадочного металла и идеальное сцепление с основными металлами, что приводит к превосходной целостности соединения в промышленных масштабах.

Как работает процесс CAB
Чтобы по-настоящему понять CAB, лучше всего рассматривать его как тщательно срежиссированное путешествие, которое проходит каждый компонент. Атмосфера печи является наиболее важным элементом, определяющим качество конечного соединения.
Назначение контролируемой атмосферы
Основная цель состоит в том, чтобы предотвратить образование оксидов на поверхности металлических деталей по мере их нагрева. Оксиды действуют как барьер, препятствуя правильному смачиванию и сцеплению расплавленного присадочного металла с основными материалами.
Атмосфера обычно состоит из азота (N2), не содержащего кислорода, который является инертным газом, используемым для вытеснения всего воздуха и кислорода из печи.
В некоторых случаях добавляется небольшой процент водорода (H2). Водород действует как активный агент, химически восстанавливая любые легкие поверхностные оксиды, которые могли присутствовать на деталях, дополнительно очищая их для идеальной пайки.
Пошаговое путешествие по печи
Процесс CAB представляет собой непрерывный поток, обеспечивающий высокую пропускную способность и согласованность.
- Подготовка: Детали очищаются и обезжириваются. Затем они собираются, часто с помощью прессовой посадки или небольшой точечной сварки для фиксации.
- Нанесение присадки: Присадочный металл, в виде предварительно сформированного кольца или пасты, наносится на зону соединения.
- Вход в печь: Собранные детали поступают в печь на конвейерной ленте. Печь разделена на несколько отдельных зон.
- Нагрев и пайка: Детали нагреваются до নির্দিষ্টной температуры пайки. В этот момент присадочный металл плавится и затягивается в соединение за счет капиллярного действия.
- Охлаждение: Недавно спаянные детали перемещаются в зону охлаждения, где температура контролируемо снижается, все еще находясь в защитной атмосфере, чтобы затвердить соединение без внесения термических напряжений или окисления.
Критические фазы формирования соединения
Внутри печи на микроскопическом уровне происходит точная последовательность событий. На примере алюминия:
- Начальный нагрев (ниже 565°C): Основной металл, присадочный металл и любой флюс (если используется) находятся в твердом состоянии. Дифференциальное тепловое расширение начинает создавать микротрещины в прочном естественном слое оксида алюминия.
- Активация флюса / Восстановление оксидов (около 570°C): Если используется флюс, он плавится и химически разрушает оставшийся слой оксида. Если флюс не используется, водород в атмосфере выполняет эту очищающую функцию.
- Течение присадочного металла (около 580-600°C): Присадочный металл плавится. Теперь, когда основной металл чист, расплавленный присадочный материал свободно течет и затягивается в зазор, создавая металлургическую связь.
Понимание компромиссов: CAB против других методов
Пайка в контролируемой атмосфере — не единственный метод печной пайки. Понимание ее преимуществ и недостатков по сравнению с другими процессами является ключом к принятию обоснованного решения.
CAB против пайки в периодической печи
Основное различие — это пропускная способность. CAB использует непрерывный конвейер, что идеально подходит для поддержания крупносерийного производства с тысячами одинаковых деталей.
Печная пайка в периодическом режиме, напротив, включает загрузку набора деталей в печь, ее герметизацию, проведение цикла нагрева, охлаждение и последующую выгрузку. Этот процесс с остановками и запусками по своей сути медленнее и лучше подходит для небольших производственных партий, прототипов или деталей с очень большими или сложными геометрическими формами.
CAB против вакуумной пайки
Это сравнение касается чистоты среды. В то время как CAB использует контролируемую газовую среду, вакуумная пайка создает низкое давление вакуума (около 10⁻⁵ Торр) для удаления практически всех газов.
Вакуумная пайка — это процесс без использования флюса, который обеспечивает абсолютно чистую среду, что делает его необходимым для соединения высокореактивных металлов, таких как титан или медицинская нержавеющая сталь. Однако это, как правило, периодический процесс, который значительно дороже и требует больше времени, чем CAB.
Выбор правильного варианта для вашей цели
Выбор правильного процесса пайки — это критически важное инженерное решение, которое напрямую влияет на стоимость, качество и скорость производства. Ваш выбор должен определяться требованиями вашего конкретного применения.
- Если ваш основной фокус — крупносерийное производство распространенных материалов (таких как алюминий или медь): CAB является отраслевым стандартом благодаря своему превосходному балансу качества, скорости и экономической эффективности.
- Если ваш основной фокус — соединение высокореактивных металлов или достижение максимально чистого соединения: Вакуумная пайка является превосходным, хотя и более медленным и дорогим выбором.
- Если ваш основной фокус — малосерийные партии, прототипирование или работа с очень большими деталями: Более медленный и гибкий процесс периодической печи может быть более практичным и экономичным вариантом.
В конечном счете, выбор правильного процесса зависит от четкого понимания ваших материалов, объема производства и требований к качеству.
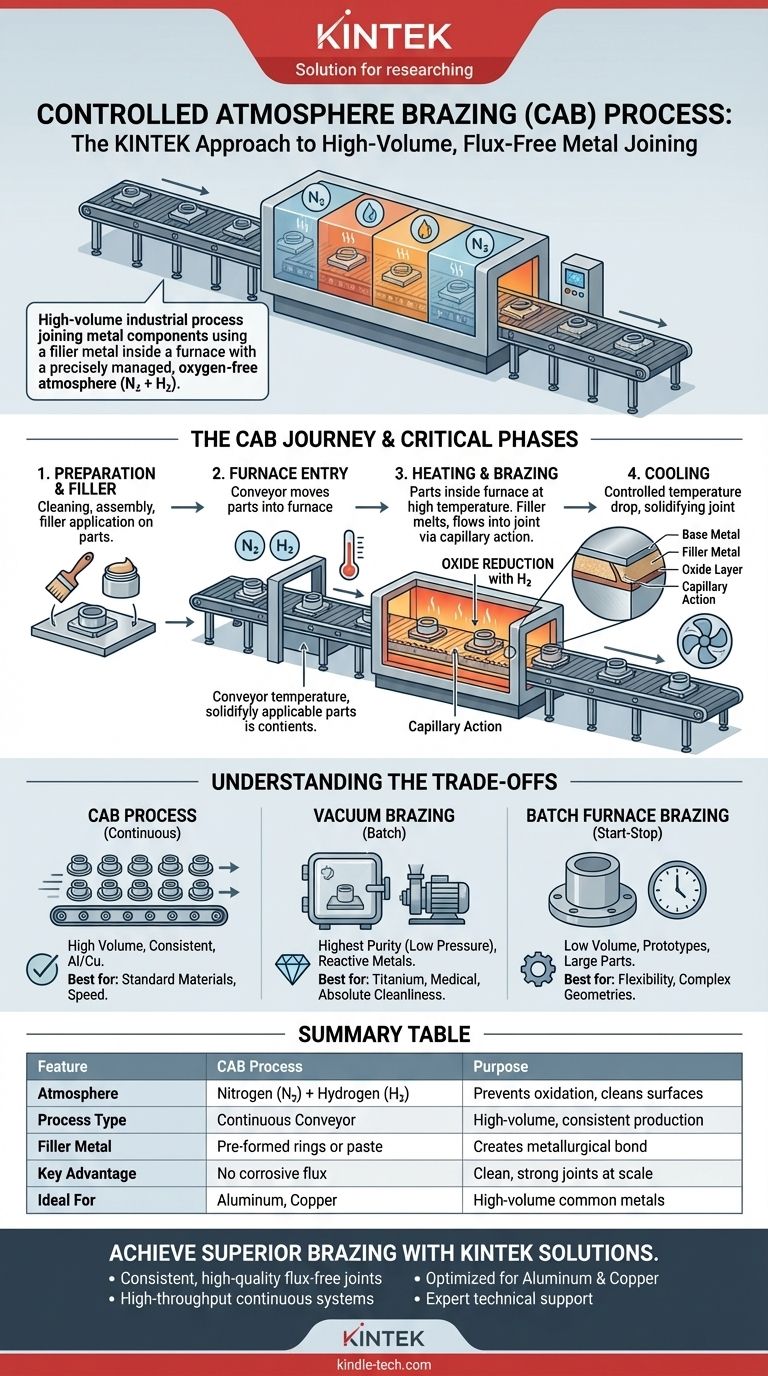
Сводная таблица:
| Характеристика | Процесс CAB | Назначение |
|---|---|---|
| Среда | Азот (N₂) + Водород (H₂) | Предотвращает окисление, очищает поверхности металлов |
| Тип процесса | Непрерывный конвейер | Крупносерийное, стабильное производство |
| Присадочный металл | Предварительно сформированные кольца или паста | Создает металлургическую связь за счет капиллярного действия |
| Ключевое преимущество | Не требуется коррозионный флюс | Чистые, прочные соединения в промышленных масштабах |
| Идеально подходит для | Алюминиевые, медные компоненты | Крупносерийное производство обычных металлов |
Нужны надежные решения для пайки для вашей лаборатории или производственной линии?
В KINTEK мы специализируемся на передовом оборудовании для термической обработки, включая системы пайки в контролируемой атмосфере, разработанные для точности и эффективности. Наш опыт в лабораторном оборудовании и расходных материалах гарантирует, что вы получите правильное решение для ваших конкретных задач по соединению металлов.
Мы помогаем вам достичь:
- Стабильных, высококачественных паяных соединений без коррозии от флюса
- Высокой пропускной способности производства с системами непрерывного конвейера
- Оптимизированных процессов для таких материалов, как алюминий и медь
- Технической поддержки от отраслевых экспертов
Готовы улучшить свои возможности пайки? Свяжитесь с нашей командой сегодня, чтобы обсудить, как решения KINTEK для пайки могут улучшить ваши производственные результаты.
Визуальное руководство
Связанные товары
- Печь с контролируемой атмосферой 1200℃ Азотная инертная атмосферная печь
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Печь с сетчатым конвейером и контролируемой атмосферой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какова функция печи с контролируемой атмосферой? Азотирование для стали AISI 52100 и 1010
- Что такое печь с контролируемой атмосферой? Достижение чистоты и точности при высокотемпературной обработке
- Каковы две основные цели использования контролируемой атмосферы? Защита материала против модификации материала
- Что такое печь с контролируемой атмосферой? Точный нагрев без окисления для превосходных материалов
- Какова необходимость в печи с контролируемой атмосферой для исследований коррозии? Воссоздание реальных промышленных рисков



















