При пайке твердым припоем соединение — это вся область, где два или более металлических компонента соединяются вместе с помощью расплавленного припоя. Соединение — это не просто сам припой, а целая система, включающая поверхности соединяемых основных металлов и зазор между ними, в который припой затягивается за счет капиллярного эффекта, создавая прочное, постоянное соединение.
Ключ к пониманию соединения при пайке твердым припоем заключается в том, чтобы рассматривать его не как простое клеевое соединение, а как тщательно спроектированную металлургическую систему. Прочность соединения определяется в меньшей степени прочностью самого припоя и в большей степени конструкцией соединения, особенно плотным зазором между деталями.

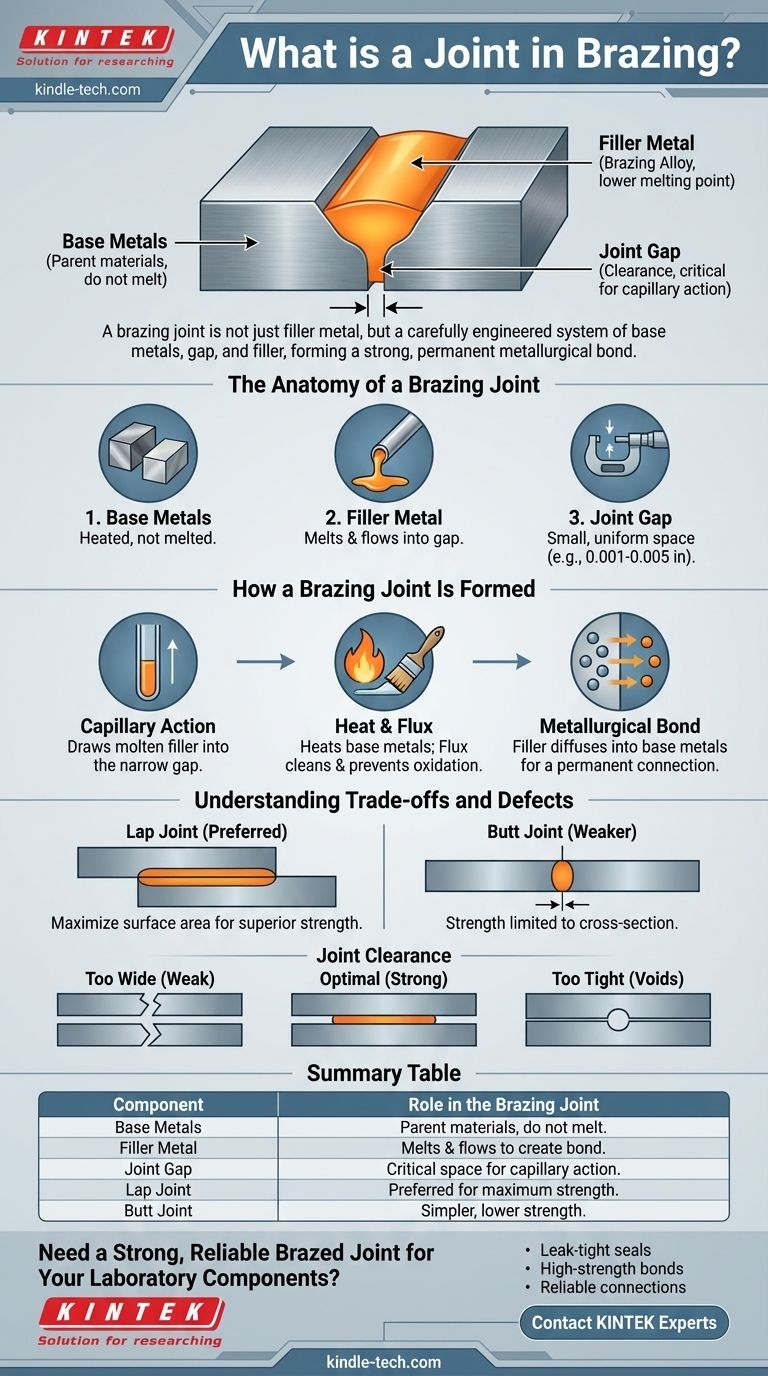
Анатомия соединения при пайке твердым припоем
Успешное соединение при пайке твердым припоем состоит из трех основных элементов, работающих согласованно. Понимание каждого из них критически важно для контроля результата.
Основные металлы
Это исходные материалы, которые вы собираетесь соединять. Процесс пайки твердым припоем спроектирован так, чтобы эти металлы нагревались, но не плавились.
Припой (паяльный сплав)
Это металл или сплав с температурой плавления, более низкой, чем у основных металлов. Когда он плавится, его свойства позволяют ему заполнять зазор между основными металлами.
Зазор в соединении (допуск)
Это самый критический конструктивный фактор в соединении при пайке твердым припоем. Зазор в соединении — это небольшое, равномерное пространство между основными металлами, которое будет заполнено припоем. Именно этот зазор обеспечивает основной принцип пайки твердым припоем.
Как формируется соединение при пайке твердым припоем
Формирование соединения — это физический и химический процесс, который зависит от тепла, чистоты поверхностей и явления, известного как капиллярный эффект.
Сила капиллярного эффекта
Капиллярный эффект — это основная сила, которая распределяет припой по всему соединению. Подобно тому, как бумажное полотенце впитывает воду в свои волокна, узкий зазор в соединении затягивает расплавленный припой в зазор, даже преодолевая силу тяжести.
Это действие гарантирует, что вся область соединения заполнится сплавом, создавая полное и однородное соединение.
Роль тепла и флюса
Основные металлы нагреваются до температуры, превышающей температуру плавления припоя. Это тепло позволяет припою расплавиться и течь при его введении.
Чтобы капиллярный эффект сработал, поверхности должны быть идеально чистыми. Флюс — это химическое соединение, наносимое на область соединения, которое предотвращает окисление во время нагрева и очищает поверхности, позволяя припою "смачивать" и свободно течь по основным металлам.
Создание металлургической связи
Когда припой остывает и затвердевает, он образует металлургическую связь с основными металлами. Это не простая механическая связь; атомы припоя диффундируют в поверхность основных металлов (и наоборот), создавая прочное, постоянное и часто герметичное соединение.
Понимание компромиссов и дефектов
Конструкция соединения напрямую определяет его прочность и надежность. Плохая конструкция приводит к предсказуемым отказам.
Нахлесточные соединения против стыковых соединений
Две наиболее распространенные конструкции — это нахлесточное соединение и стыковое соединение.
Стыковое соединение соединяет две поверхности торец к торцу. Его прочность ограничена площадью поперечного сечения самой тонкой части, что делает его более слабым.
Нахлесточное соединение, где одна деталь перекрывает другую, почти всегда предпочтительнее для пайки твердым припоем. Эта конструкция увеличивает площадь поверхности для склеивания, и прочность соединения легко может превысить прочность самих основных металлов.
Критическая роль зазора
Зазор в соединении — это компромисс. Если зазор слишком велик, капиллярный эффект не сработает, и соединение будет слабым, поскольку его прочность будет ограничена прочностью только припоя.
Если зазор слишком мал, припой вообще не сможет заполнить соединение, что приведет к пустотам и отсутствию связи. Оптимальный зазор для большинства сплавов составляет от 0,001 до 0,005 дюйма (от 0,025 мм до 0,127 мм).
Последствия дефектов соединения
Дефект возникает, когда соединение сформировано неправильно, часто из-за плохой очистки, неправильного зазора или некорректного нагрева. Это может привести к образованию пустот, где припойный сплав не затек.
При обнаружении дефекта его часто можно отремонтировать. Однако простое повторное нагревание детали не рекомендуется. После первого цикла пайки большинство припойных сплавов приобретают более высокую температуру повторного плавления, что затрудняет переработку существующего сплава. Нанесение небольшого количества нового припоя на дефектную область является более надежным методом ремонта.
Сделайте правильный выбор для вашей цели
Достижение надежного соединения требует его проектирования с учетом сил, с которыми оно будет сталкиваться, и используемого процесса.
- Если ваш основной фокус — максимальная прочность: Спроектируйте нахлесточное соединение с перекрытием, в три-четыре раза превышающим толщину самого тонкого основного металла, и поддерживайте строгий зазор в соединении.
- Если ваш основной фокус — предотвращение дефектов: Уделите первостепенное внимание тщательной очистке основных металлов и обеспечьте правильное нанесение флюса или использование контролируемой атмосферы, чтобы гарантировать смачивание и течение припоя.
- Если ваш основной фокус — ремонт дефектного соединения: Не просто повторно нагревайте узел; добавьте небольшое количество нового припоя в конкретный дефект, чтобы обеспечить правильное заполнение и соединение.
В конечном счете, хорошо спроектированное соединение при пайке твердым припоем является свидетельством принципа, что целое сильнее суммы его частей.
Сводная таблица:
| Компонент | Роль в соединении при пайке твердым припоем |
|---|---|
| Основные металлы | Исходные материалы, которые соединяются; они не плавятся. |
| Припой | Сплав, который плавится и заполняет зазор в соединении, создавая связь. |
| Зазор в соединении (допуск) | Критическое, точное пространство (0,001–0,005 дюйма), которое обеспечивает капиллярный эффект. |
| Нахлесточное соединение | Предпочтительная конструкция для максимальной прочности, использующая перекрытие для большей площади склеивания. |
| Стыковое соединение | Более простая конструкция торец к торцу с меньшей прочностью, чем у нахлесточного соединения. |
Нужно прочное и надежное соединение твердым припоем для ваших лабораторных компонентов?
Успешный процесс пайки твердым припоем является основой производительности и долговечности вашего лабораторного оборудования. В KINTEK мы специализируемся на предоставлении высококачественных материалов и экспертной поддержки, необходимых для безупречных результатов пайки.
Мы помогаем вам достичь:
- Герметичных уплотнений для вакуумных систем и путей прохождения жидкостей.
- Высокопрочных связей, способных выдерживать термические циклы и механические нагрузки.
- Надежных соединений для нестандартных приспособлений, нагревательных элементов и сборки приборов.
Работаете ли вы над прототипом или масштабируете производство, наша команда может помочь с выбором правильных припоев и флюсов для ваших конкретных основных металлов и требований применения.
Свяжитесь с нашими экспертами по пайке твердым припоем сегодня, чтобы обсудить, как мы можем поддержать изготовление и ремонтные нужды вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумные сильфоны для эффективного соединения и стабильного вакуума в высокопроизводительных системах
Люди также спрашивают
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?

