Основные процессы термообработки, используемые для изменения свойств стали, — это отжиг, закалка, отпуск и цементация. Эти процессы включают точные, контролируемые циклы нагрева и охлаждения для фундаментального изменения внутренней микроструктуры стали. Манипулируя этой внутренней структурой, мы можем настроить определенные механические свойства, такие как твердость, ударная вязкость и пластичность, для удовлетворения требований конкретного применения.
Основная цель термообработки стали состоит не просто в ее нагреве, а в стратегическом манипулировании ее внутренней кристаллической структурой. Конкретное сочетание температуры, времени и скорости охлаждения определяет, будет ли конечный продукт мягким и податливым, твердым и износостойким или прочным и долговечным.

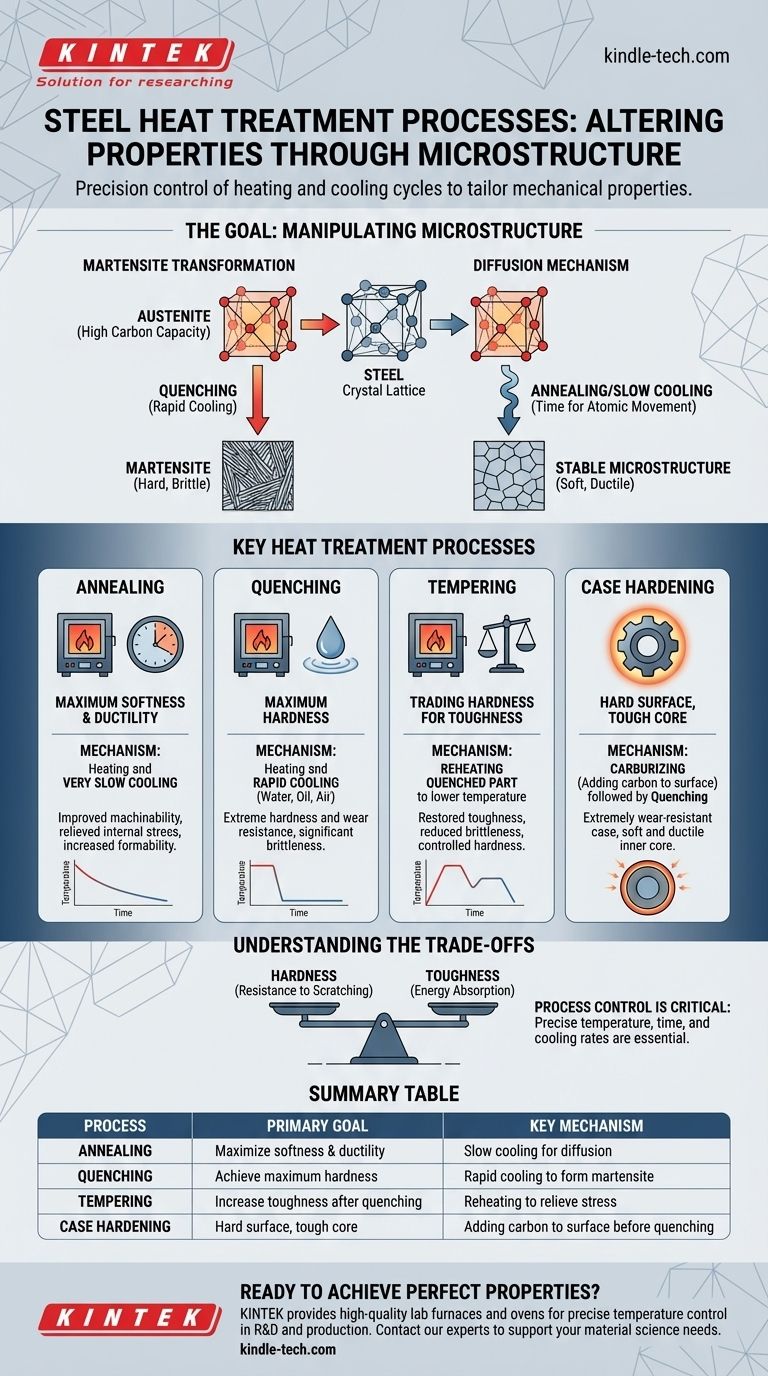
Цель: Манипулирование микроструктурой стали
Каждый процесс термообработки предназначен для изменения микроскопической кристаллической структуры, или микроструктуры, стали. Расположение атомов железа и углерода на этом уровне определяет крупномасштабные механические свойства материала. Эти изменения обусловлены двумя фундаментальными механизмами.
Мартенситное превращение
Когда сталь нагревается до высокой температуры, ее кристаллическая структура переходит в состояние, называемое аустенитом, которое может растворять большое количество углерода.
Если затем эту сталь очень быстро охладить (процесс, называемый закалкой), атомы углерода оказываются запертыми. Это приводит к образованию сильно деформированной, твердой и хрупкой структуры, известной как мартенсит.
Механизм диффузии
Когда сталь нагревается и выдерживается при температуре или медленно охлаждается, атомы имеют время для перемещения, или диффузии.
Эта диффузия позволяет микроструктуре перестраиваться в более стабильные, менее напряженные образования. Этот механизм является ключом к размягчению стали, снятию внутренних напряжений и приданию материалу большей однородности.
Обзор основных процессов термообработки
Хотя основные механизмы просты, они применяются в нескольких различных процессах, каждый из которых имеет определенный результат.
Отжиг: Максимальная мягкость и пластичность
Отжиг включает нагрев стали до определенной температуры, а затем ее очень медленное охлаждение.
Это медленное охлаждение дает микроструктуре достаточно времени для перестройки в ее самое мягкое, наиболее стабильное состояние. Основная цель отжига — улучшить обрабатываемость, увеличить пластичность для операций формовки и снять внутренние напряжения от предыдущей обработки.
Закалка: Достижение максимальной твердости
Закалка противоположна отжигу. Она включает нагрев стали до аустенитного диапазона, а затем ее максимально быстрое охлаждение, обычно в воде, масле или воздухе.
Это быстрое охлаждение вызывает мартенситное превращение, в результате чего получается материал с очень высокой твердостью и износостойкостью, но также со значительной хрупкостью.
Отпуск: Обмен твердости на ударную вязкость
Закаленная деталь часто слишком хрупка для практического использования. Отпуск — это вторичная термическая обработка, выполняемая после закалки для восстановления некоторой ударной вязкости.
Деталь повторно нагревается до гораздо более низкой температуры, что снимает внутренние напряжения в мартенситной структуре. Чем выше температура отпуска, тем больше твердости жертвуется в обмен на повышенную ударную вязкость и пластичность.
Цементация: Твердая поверхность с прочной сердцевиной
Цементация создает компонент с двумя различными наборами свойств: чрезвычайно твердой, износостойкой внешней поверхностью (слоем) и более мягкой, прочной внутренней сердцевиной.
Это часто достигается с помощью таких процессов, как цементация, при которой углерод диффундирует в поверхность низкоуглеродистой стальной детали при высокой температуре. Затем деталь закаливается, создавая высокоуглеродистый, мартенситный слой, в то время как низкоуглеродистая сердцевина остается прочной и пластичной.
Понимание компромиссов
Невозможно одновременно максимизировать все свойства стали. Термообработка — это всегда упражнение в управлении критическим компромиссом.
Твердость против ударной вязкости
Самый фундаментальный компромисс в термообработке стали — это между твердостью и ударной вязкостью.
Твердость — это сопротивление царапинам и вдавливанию. Ударная вязкость — это способность поглощать энергию и сопротивляться разрушению. Как правило, по мере увеличения твердости стали путем закалки ее ударная вязкость уменьшается, делая ее более хрупкой. Отпуск — это процесс, используемый для нахождения идеального баланса между этими двумя свойствами для конкретного применения.
Критически важен контроль процесса
Термообработка — это точная наука. Незначительные отклонения в температуре, времени выдержки или скорости охлаждения могут привести к тому, что компонент не будет соответствовать требуемым спецификациям. Перегретая деталь может навсегда испортить свою зернистую структуру, в то время как неправильная закалка может привести к растрескиванию или недостаточной твердости.
Согласование процесса с инженерной целью
Выбор правильной термообработки требует четкого понимания конечного назначения компонента.
- Если ваша основная цель — обрабатываемость или формовка: Используйте отжиг для создания максимально мягкого и пластичного состояния.
- Если ваша основная цель — экстремальная износостойкость: Используйте закалку, за которой следует низкотемпературный отпуск для снятия напряжений без значительной потери твердости.
- Если ваша основная цель — баланс прочности и ударопрочности: Используйте закалку, за которой следует высокотемпературный отпуск для достижения желаемой ударной вязкости.
- Если ваша основная цель — износостойкая поверхность на пластичной детали: Используйте процесс цементации, такой как науглероживание.
Понимание этих фундаментальных процессов позволяет вам точно проектировать и создавать стальные компоненты для их предполагаемой задачи.
Сводная таблица:
| Процесс | Основная цель | Ключевой механизм |
|---|---|---|
| Отжиг | Максимальная мягкость и пластичность | Медленное охлаждение для диффузии |
| Закалка | Достижение максимальной твердости | Быстрое охлаждение для образования мартенсита |
| Отпуск | Повышение ударной вязкости после закалки | Повторный нагрев для снятия напряжений |
| Цементация | Твердая поверхность, прочная сердцевина | Добавление углерода на поверхность перед закалкой |
Готовы достичь идеальных свойств материала для вашего применения? Точный контроль, необходимый для успешной термообработки, начинается с надежного оборудования. В KINTEK мы специализируемся на высококачественных лабораторных печах и сушильных шкафах, разработанных для точного контроля температуры и равномерного нагрева, что крайне важно для таких процессов, как отжиг, закалка и отпуск. Независимо от того, занимаетесь ли вы исследованиями и разработками или производством, наши решения помогут вам постоянно достигать ваших инженерных целей. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать потребности вашей лаборатории в материаловедении. Свяжитесь с нами сейчас!
Визуальное руководство
Связанные товары
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной термообработки молибдена
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь с контролируемой атмосферой 1200℃ Азотная инертная атмосферная печь
Люди также спрашивают
- Можно ли паять медь с латунью без флюса? Да, но только при соблюдении этих особых условий.
- Что такое печь с контролируемой атмосферой? Точный нагрев без окисления для превосходных материалов
- Какова необходимость в печи с контролируемой атмосферой для исследований коррозии? Воссоздание реальных промышленных рисков
- Каковы две основные цели использования контролируемой атмосферы? Защита материала против модификации материала
- Какова функция печи с контролируемой атмосферой? Азотирование для стали AISI 52100 и 1010



















