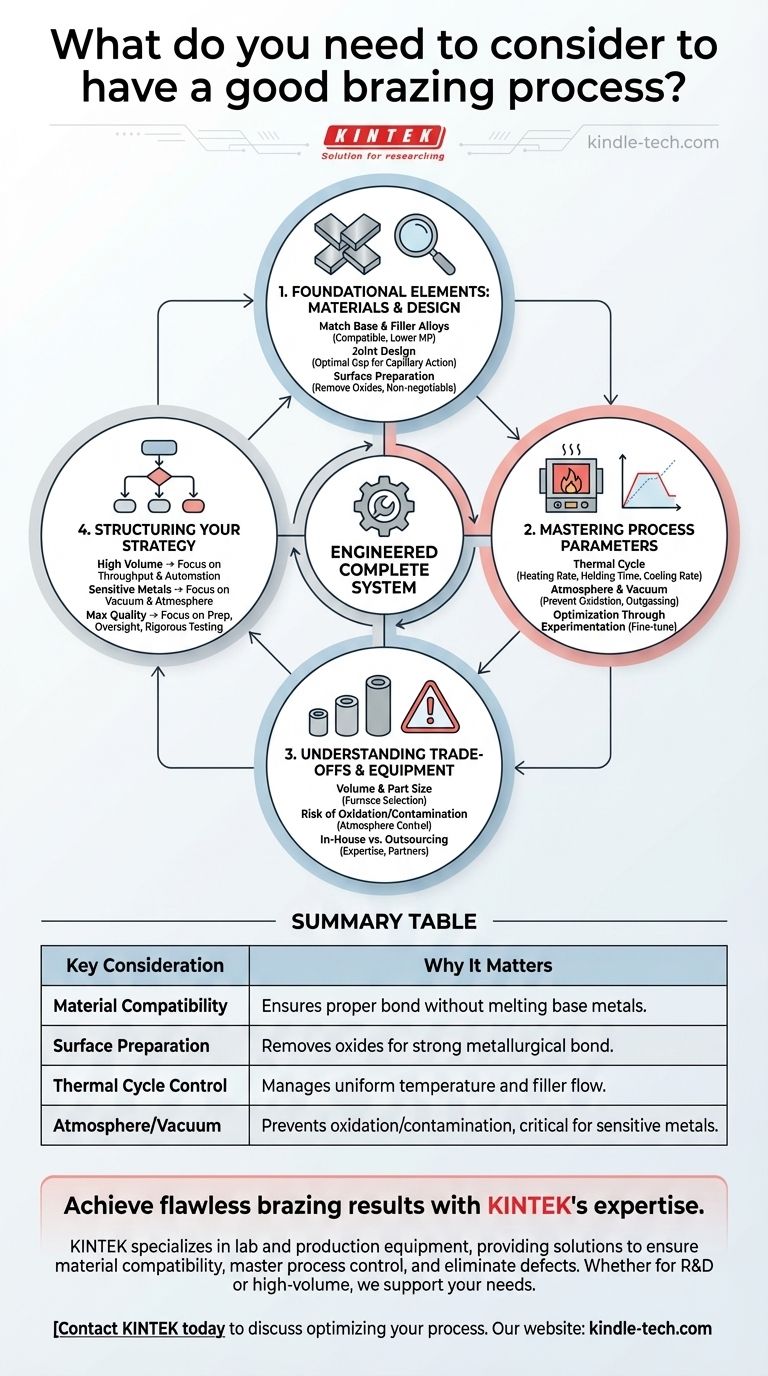
Для достижения успешного процесса пайки необходимо систематически контролировать четыре ключевые области: совместимость основных металлов и припоя, тщательную подготовку поверхности для удаления оксидов, точное управление термическим циклом (нагрев, выдержка и охлаждение), а также выбор правильного оборудования и атмосферы для работы. Эти факторы не являются независимыми; они образуют взаимосвязанную систему, которая определяет конечное качество соединения.
Основной принцип успешной пайки заключается не в поиске единственно "правильной" настройки, а в проектировании комплексной системы, где материалы, конструкция соединения, состояние поверхности и параметры процесса идеально согласованы с конкретным применением и требуемым результатом.

Основополагающие элементы: Материалы и конструкция
Прежде чем будет приложено тепло, важные решения о материалах и подготовке закладывают основу для успеха или неудачи. Игнорирование этого этапа является частой причиной дефектов пайки.
### Согласование основных металлов и припоев
Первый шаг — убедиться, что выбранный припой химически совместим с основными металлами, которые вы собираетесь соединить.
Температура плавления припоя должна быть ниже, чем у основных металлов, что позволяет ему заполнять соединение посредством капиллярного действия, не расплавляя основные компоненты.
### Критическая роль конструкции соединения
Форма и размер соединяемых деталей напрямую влияют на поглощение тепла и растекание присадочного металла.
Хорошо спроектированное соединение обеспечивает идеальный зазор для капиллярного действия, которое втягивает расплавленный припой, создавая прочное, полное соединение.
### Подготовка поверхности: Непреложный первый шаг
Почти все металлы имеют поверхностную оксидную пленку, которая будет препятствовать смачиванию и сцеплению припоя с основным материалом.
Этот слой должен быть удален, обычно путем химической очистки щелочным раствором или другими механическими методами, чтобы обеспечить образование прочной металлургической связи.
Освоение параметров процесса
Фактический цикл пайки представляет собой тонкий баланс температуры, времени и атмосферы. Каждая переменная должна тщательно контролироваться в соответствии с материалами и оборудованием.
### Контроль термического цикла
Термический цикл состоит из скорости нагрева, времени выдержки при температуре пайки и скорости охлаждения.
Правильная скорость нагрева обеспечивает равномерную температуру по всей сборке. Время выдержки должно быть достаточным для полного расплавления и растекания припоя, в то время как скорость охлаждения может влиять на окончательную микроструктуру и прочность соединения.
### Важность атмосферы и вакуума
Многие материалы очень чувствительны к кислороду при повышенных температурах, что может привести к окислению и разрушению соединения.
Поэтому пайка часто проводится в контролируемой атмосфере или при высоком уровне вакуума. Выбор зависит от чувствительности материала к окислению и потенциального выделения газов из самого металла.
### Оптимизация через эксперименты
Хотя принципы универсальны, идеальное сочетание этих параметров варьируется для каждого уникального применения.
Крайне важно определить оптимальный процесс путем экспериментальных испытаний и скрининга для точной настройки параметров для ваших конкретных деталей и требований к качеству.
Понимание компромиссов и оборудования
Выбранное вами оборудование и ваша операционная стратегия создают ограничения и возможности. Понимание этих компромиссов является ключом к надежному и экономически эффективному процессу.
### Оценка объемов производства и размера деталей
Требуемая производительность и физический размер ваших деталей являются основными факторами при выборе печи.
Небольшой, дорогостоящий аэрокосмический компонент имеет совершенно иные потребности в оборудовании, чем тысячи потребительских деталей, что влияет на все, от типа печи до уровня автоматизации.
### Риск окисления и загрязнения
Самый большой риск во многих операциях пайки — это загрязнение, в первую очередь кислородом.
Неспособность выбрать печь, способную поддерживать требуемую атмосферу или вакуум для вашего конкретного материала, будет постоянно приводить к получению слабых, ненадежных соединений.
### Собственная экспертиза против аутсорсинга
Выполнение высококачественного процесса пайки требует значительной металлургической экспертизы.
Если эта экспертиза недоступна внутри компании, партнерство с сертифицированной компанией по обработке металлов часто является наиболее надежным путем. Проверенный послужной список и надлежащее оборудование являются жизненно важными соображениями при выборе поставщика.
Как структурировать стратегию пайки
Ваша основная цель должна определять вашу операционную направленность. Используйте эти пункты, чтобы согласовать свою стратегию с желаемым результатом.
- Если ваша основная цель — крупносерийное производство: Приоритет отдавайте выбору оборудования на основе производительности, автоматизации и того, как печь интегрируется в ваш общий производственный процесс.
- Если ваша основная цель — соединение чувствительных или реактивных металлов: Сосредоточьтесь на достижении необходимого уровня вакуума и контроля атмосферы для предотвращения окисления и выделения газов.
- Если ваша основная цель — достижение максимального качества и надежности соединения: Инвестируйте значительные средства в тщательную подготовку поверхности, экспертный металлургический надзор и строгую экспериментальную оптимизацию процесса.
В конечном итоге, успешная операция пайки — это повторяемый, строго контролируемый научный процесс, а не вид искусства.
Сводная таблица:
| Ключевое соображение | Почему это важно |
|---|---|
| Совместимость материалов | Обеспечивает правильное сцепление припоя с основными металлами без их расплавления. |
| Подготовка поверхности | Удаляет оксиды для прочной металлургической связи; наиболее частая причина отказа. |
| Контроль термического цикла | Управляет нагревом, выдержкой и охлаждением для равномерной температуры и правильного растекания припоя. |
| Атмосфера/Вакуум | Предотвращает окисление и загрязнение, что критически важно для чувствительных или реактивных металлов. |
Добейтесь безупречных результатов пайки с опытом KINTEK.
Успешный процесс пайки требует точного контроля и правильного оборудования. KINTEK специализируется на лабораторном и производственном оборудовании, включая решения для пайки, чтобы помочь вам:
- Обеспечить совместимость материалов: Получите экспертную консультацию по выбору правильных припоев для ваших основных металлов.
- Освоить управление процессами: Используйте оборудование, разработанное для точного управления температурой и атмосферой.
- Устранить дефекты: Достигайте прочных, надежных соединений с помощью проверенных методологий и надежного оборудования.
Независимо от того, занимаетесь ли вы исследованиями и разработками или крупносерийным производством, мы предоставляем инструменты и поддержку для ваших конкретных лабораторных и производственных нужд.
Свяжитесь с KINTEK сегодня, чтобы обсудить, как мы можем оптимизировать ваш процесс пайки для достижения превосходного качества и эффективности.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
