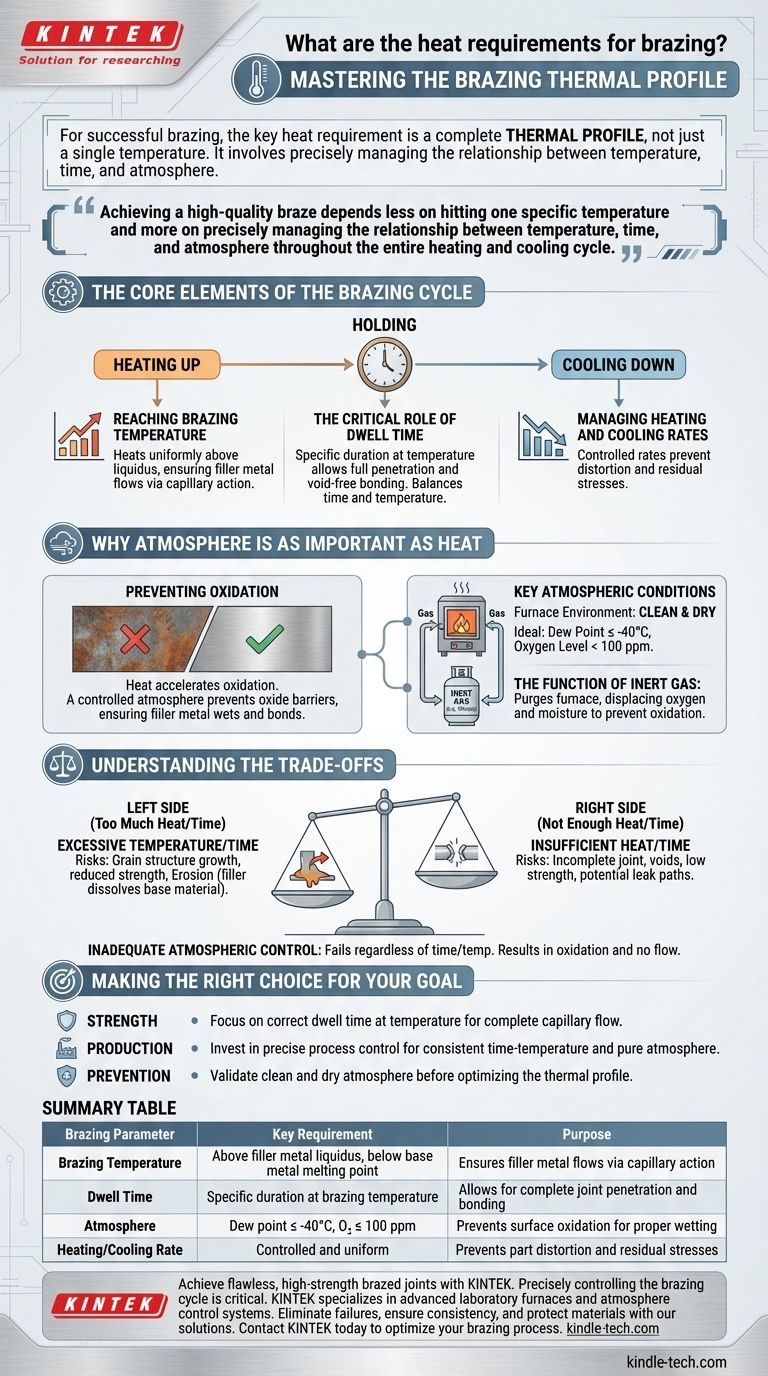
Для успешной пайки ключевым требованием к нагреву является не единая температура, а полный термический профиль. Вы должны нагреть узел до температуры немного выше точки плавления припоя, но ниже точки плавления основных материалов, и выдержать его в течение определенного времени (время выдержки). Этот процесс должен происходить в контролируемой атмосфере, чтобы припой мог правильно растекаться и образовывать прочное соединение.
Достижение высококачественной пайки зависит не столько от достижения одной конкретной температуры, сколько от точного управления взаимосвязью между температурой, временем и атмосферой на протяжении всего цикла нагрева и охлаждения.
Основные элементы цикла пайки
Применение тепла при пайке — это динамический процесс, известный как цикл пайки или термический профиль. Он состоит не только из пиковой температуры.
Достижение температуры пайки
Основная цель — равномерно нагреть весь узел до заданной температуры пайки. Эта температура выбирается выше ликвидуса (точки, при которой припой становится полностью жидким).
Это гарантирует, что припой может свободно течь за счет капиллярного действия в узкий зазор между основными материалами.
Критическая роль времени выдержки
Просто достичь температуры недостаточно. Узел должен выдерживаться при этой температуре в течение определенного периода, известного как время выдержки.
Этот баланс между временем и температурой имеет решающее значение. Достаточное время выдержки позволяет жидкому припою полностью проникнуть в соединение, создавая беспористую связь. Оптимизация этого, например, за счет использования более длительного времени выдержки, может значительно сократить количество брака и улучшить стабильность продукта.
Управление скоростью нагрева и охлаждения
Скорость нагрева деталей (скорость нарастания) и скорость их охлаждения также являются частью требований к нагреву. Быстрый или неравномерный нагрев может вызвать деформацию, а неправильное охлаждение может привести к остаточным напряжениям, которые ослабляют конечное изделие.
Почему атмосфера так же важна, как и тепло
Применение тепла в неконтролируемой среде приведет к неудачной пайке. Тепло ускоряет химические реакции, и наиболее важной из них является окисление.
Предотвращение окисления
По мере нагрева основных металлов на их поверхности легко образуются оксиды при воздействии воздуха. Этот оксидный слой действует как барьер, препятствуя «смачиванию» или связыванию жидкого припоя с основными материалами.
Успешная пайка требует, чтобы поверхности были идеально чистыми на микроскопическом уровне, что невозможно поддерживать при нагреве, если атмосфера не контролируется.
Ключевые атмосферные условия
Для предотвращения окисления пайка обычно выполняется в печи с контролируемой атмосферой. Среда должна быть чистой и сухой.
Идеальные условия часто включают точку росы -40°C или ниже (что указывает на очень низкое содержание водяного пара) и уровень кислорода ниже 100 частей на миллион (ppm).
Функция инертного газа
Эта защитная среда обычно создается путем продувки печи инертным газом, чаще всего азотом. Этот газ вытесняет кислород и влагу, гарантируя, что тепло может выполнять свою функцию, не вызывая разрушительного окисления.
Понимание компромиссов
Оптимизация цикла пайки требует балансировки конкурирующих факторов. Отклонение от идеальных параметров влечет за собой значительные риски.
Слишком много тепла или времени
Чрезмерная температура или слишком длительное время выдержки могут быть разрушительными. Это может привести к росту зерна основного металла, снижая его прочность. В некоторых случаях это может даже привести к эрозии, когда жидкий припой начинает растворять основной материал.
Недостаточно тепла или времени
Недостаточное тепло или время выдержки является более частой причиной отказа. Если припой не становится полностью жидким или не успевает растечься, соединение будет неполным. Это приводит к пустотам, низкой прочности и потенциальным путям утечки.
Неадекватный контроль атмосферы
Если контроль атмосферы нарушается — например, если точка росы слишком высока или кислород просачивается в печь, — пайка не удастся независимо от настроек времени и температуры. Детали окислятся, и припой не будет растекаться в соединении.
Правильный выбор для вашей цели
Достижение идеальной пайки требует целостного взгляда на процесс. Ваш конкретный приоритет определит, на чем вы сосредоточите свое внимание.
- Если ваш основной акцент делается на прочности и целостности соединения: Сосредоточьтесь на достижении правильного времени выдержки при температуре, которая обеспечивает полное расплавление припоя, позволяя полностью капиллярному течению.
- Если ваш основной акцент делается на крупносерийном производстве и низком уровне брака: Инвестируйте в точный контроль процесса для поддержания стабильного температурно-временного профиля и чистой атмосферы печи для каждого цикла.
- Если ваш основной акцент делается на предотвращении отказа деталей: Убедитесь, что атмосфера вашей печи проверена на чистоту и сухость (низкая точка росы, низкое содержание O₂) еще до того, как вы начнете оптимизировать термический профиль.
В конечном итоге, освоение пайки требует рассмотрения тепла, времени и атмосферы как взаимосвязанной системы, а не как отдельных переменных.
Сводная таблица:
| Параметр пайки | Ключевое требование | Назначение |
|---|---|---|
| Температура пайки | Выше ликвидуса припоя, ниже точки плавления основного металла | Обеспечивает растекание припоя за счет капиллярного действия |
| Время выдержки | Определенная продолжительность при температуре пайки | Обеспечивает полное проникновение и сцепление соединения |
| Атмосфера | Точка росы ≤ -40°C, O₂ ≤ 100 ppm | Предотвращает окисление поверхности для надлежащего смачивания |
| Скорость нагрева/охлаждения | Контролируемая и равномерная | Предотвращает деформацию деталей и остаточные напряжения |
Достигайте безупречных, высокопрочных паяных соединений с KINTEK.
Точное управление циклом пайки — температурой, временем и атмосферой — критически важно для целостности вашего продукта и производительности. KINTEK специализируется на передовых лабораторных печах и системах контроля атмосферы, разработанных специально для надежных, воспроизводимых процессов пайки.
Наши решения помогут вам:
- Устранить отказы соединений и брак за счет поддержания оптимальной чистоты атмосферы (низкая точка росы, низкое содержание O₂).
- Обеспечить стабильные результаты партия за партией с точным термическим профилированием.
- Защитить ваши основные материалы от таких проблем, как эрозия и рост зерна.
Независимо от того, является ли вашим приоритетом максимальная прочность соединения или высокая эффективность производства, KINTEK обладает опытом и оборудованием для удовлетворения потребностей вашей лаборатории в пайке.
Свяжитесь с KINTEK сегодня, чтобы обсудить, как наше лабораторное оборудование может оптимизировать ваш процесс пайки.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
