По своей сути, система индукционного нагрева представляет собой электротермическую головоломку. Основными элементами являются высокочастотный источник питания, точно спроектированная индукционная катушка и нагреваемая заготовка, работающие согласованно. Процесс проектирования включает выбор правильной мощности, частоты и геометрии катушки для генерации тепла электромагнитным способом, именно там и тогда, когда это необходимо.
Успех любой конструкции индукционного нагрева зависит от одного принципа: согласования электрических характеристик системы со свойствами материала заготовки и желаемым результатом нагрева. Это тщательный баланс частоты, мощности и геометрии катушки для контроля глубины, скорости и места нагрева.

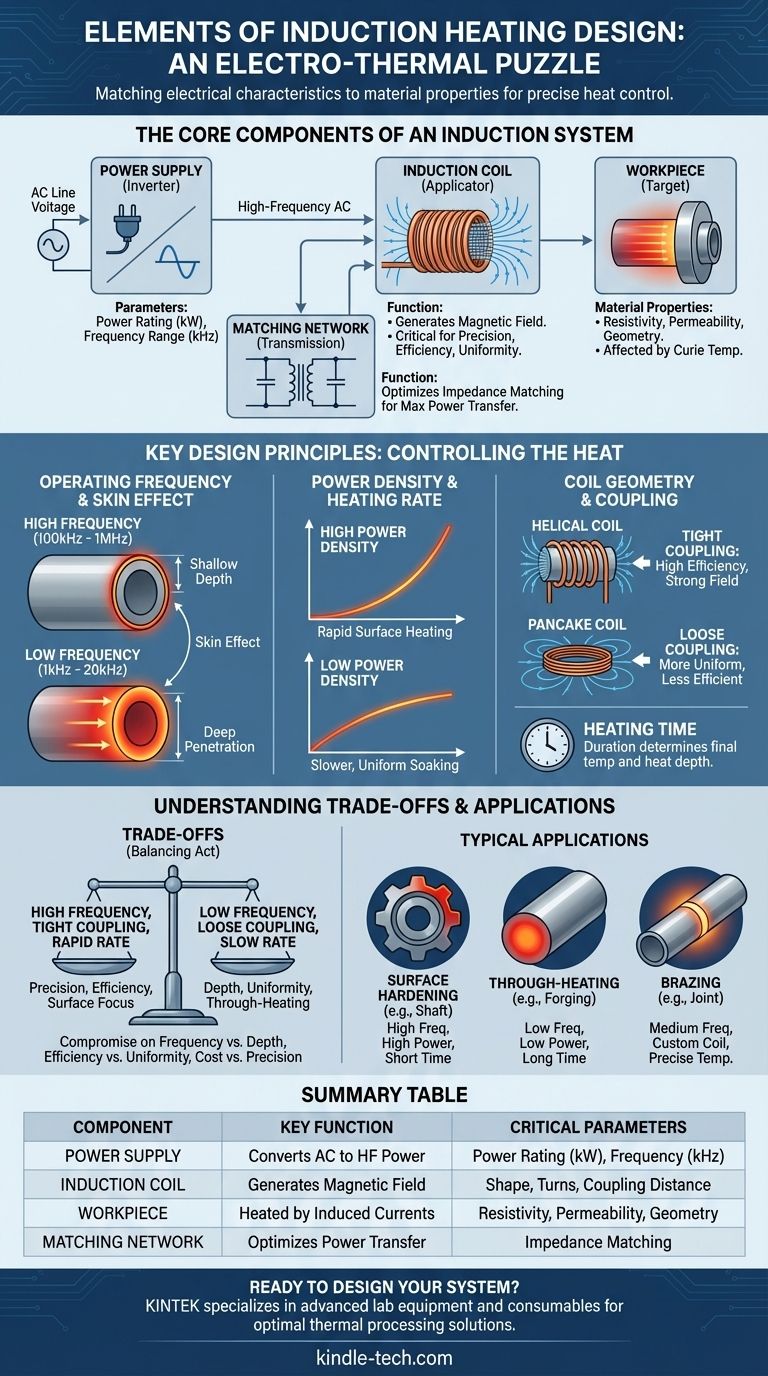
Основные компоненты индукционной системы
Установка индукционного нагрева — это интегрированная система. Понимание вклада каждого компонента — первый шаг к успешному проектированию.
Источник питания: Двигатель
Источник питания, или инвертор, является сердцем системы. Он преобразует стандартное переменное напряжение в высокочастотный переменный ток.
Двумя наиболее важными параметрами источника питания являются его номинальная мощность (кВт) и диапазон частот (кГц). Номинальная мощность определяет, сколько энергии может быть подано, что влияет на максимальную скорость нагрева.
Индукционная катушка: Аппликатор
Индукционная катушка (или индуктор) представляет собой изготовленный на заказ медный проводник, обычно с водяным охлаждением, который генерирует переменное магнитное поле. Это поле индуцирует нагревательный ток в заготовке.
Проектирование катушки, пожалуй, является наиболее важным элементом для обеспечения точности. Ее форма, количество витков и близость к детали определяют эффективность и равномерность схемы нагрева.
Заготовка: Цель
Сама заготовка является активным электрическим компонентом в цепи. Ее свойства материала — удельное сопротивление, магнитная проницаемость и геометрия — определяют, как она будет реагировать на магнитное поле.
Например, магнитные стали намного легче нагревать ниже их температуры Кюри (около 770°C или 1420°F), чем немагнитные материалы, такие как алюминий или медь.
Согласующая цепь: Передача
Согласующая цепь, состоящая из конденсаторов и трансформаторов, часто размещаемая вместе с источником питания или в отдельной «тепловой станции», тонко настраивает систему.
Ее задача — согласовать электрический импеданс катушки и заготовки с идеальной рабочей точкой источника питания. Хорошо согласованная система гарантирует, что максимальная мощность передается на деталь, а не теряется в виде тепла в компонентах.
Ключевые принципы проектирования: Управление теплом
Компоненты — это всего лишь инструменты. Настоящая работа по проектированию заключается в применении основных физических принципов для достижения определенного теплового результата, такого как поверхностная закалка, плавление или пайка.
Рабочая частота: Определение «скин-эффекта»
Самым важным проектным решением является рабочая частота. Высокочастотные токи имеют тенденцию протекать только по поверхности проводника, что явление известно как скин-эффект (или поверхностный эффект).
Более высокая частота приводит к меньшей глубине нагрева (глубине проникновения). Более низкая частота позволяет индуцированным токам проникать глубже в материал.
- Высокая частота (100 кГц - 1 МГц): Идеально подходит для поверхностной закалки, пайки тонких материалов или нагрева очень мелких деталей.
- Низкая частота (1 кГц - 20 кГц): Используется для сквозного нагрева больших слитков, ковки или глубокой поверхностной закалки.
Плотность мощности: Установка скорости нагрева
Плотность мощности — это количество мощности, подаваемой на единицу площади поверхности (например, Ватт на см²). Она напрямую контролирует, как быстро нагревается поверхность заготовки.
Высокая плотность мощности обеспечивает быстрый нагрев, что важно для поверхностной обработки, когда необходимо быстро нагреть поверхность до того, как ядро успеет нагреться. Более низкая плотность мощности приводит к более медленному, более мягкому нагреву, позволяя теплу равномерно проникать в деталь.
Геометрия катушки и связь: Фокусировка энергии
Расстояние связи — зазор между катушкой и заготовкой — имеет решающее значение. Более тесная связь (меньший зазор) приводит к более эффективной передаче энергии и более сильному магнитному полю.
Форма катушки также должна повторять геометрию детали, чтобы обеспечить равномерный нагрев. Для цилиндрической детали используется спиральная (соленоидная) катушка, в то время как для плоской поверхности может использоваться «блинная» катушка.
Время нагрева: Достижение целевой температуры
Наконец, время нагрева — это продолжительность подачи мощности. Это, в сочетании с плотностью мощности, определяет конечную температуру и глубину, на которую тепло проникает из поверхности в ядро детали.
Понимание компромиссов
Каждая индукционная конструкция включает в себя балансировку конкурирующих факторов. Знание этих компромиссов — признак опытного конструктора.
Частота против глубины нагрева
Это фундаментальный компромисс. Вы не можете добиться глубокого сквозного нагрева с очень высокой частотой, и вы не можете добиться точной, неглубокой поверхностной закалки с очень низкой частотой. Частота должна быть выбрана так, чтобы соответствовать целевой глубине нагрева для данного материала.
Эффективность против равномерности
Тесное соединение катушки с деталью очень эффективно, передавая максимальное количество энергии. Однако это может создать горячие точки и неравномерный нагрев, особенно вокруг острых углов.
Ослабление связи обеспечивает более равномерный нагрев, но снижает энергоэффективность, требуя большей мощности или большего времени нагрева для достижения того же результата.
Стоимость против точности
Простая одновитковая катушка и базовый источник питания могут быть недорогими. Однако достижение сложной схемы нагрева на сложной детали может потребовать сложной многоосевой сканирующей системы, катушки, изготовленной на станке с ЧПУ, и усовершенствованного источника питания, что значительно увеличивает стоимость.
Принятие правильного выбора для вашей цели
Ваше применение диктует конструкцию. Не существует единственной «лучшей» установки; существует только лучшая установка для вашей конкретной цели тепловой обработки.
- Если ваш основной фокус — поверхностная закалка стального вала: Вы будете использовать высокую частоту, высокую плотность мощности и очень короткое время нагрева, чтобы быстро нагреть внешнюю оболочку перед закалкой.
- Если ваш основной фокус — сквозной нагрев большого алюминиевого слитка для ковки: Вы будете использовать низкую частоту и более длительное время нагрева, чтобы тепло равномерно проникало и выдерживалось во всей детали.
- Если ваш основной фокус — пайка медно-стального соединения: Вы будете использовать среднюю или высокую частоту и катушку специальной формы, предназначенную для нагрева области соединения до температуры плавления припоя без перегрева окружающих компонентов.
Освоив эти основные элементы, вы сможете спроектировать индукционный процесс, который будет не только быстрым и эффективным, но и точно адаптированным к вашим производственным потребностям.
Сводная таблица:
| Компонент | Ключевая функция | Критические параметры |
|---|---|---|
| Источник питания | Преобразует переменный ток в высокочастотный | Номинальная мощность (кВт), Частота (кГц) |
| Индукционная катушка | Генерирует магнитное поле для нагрева | Форма, витки, расстояние связи |
| Заготовка | Материал, нагреваемый индуцированными токами | Удельное сопротивление, проницаемость, геометрия |
| Согласующая цепь | Оптимизирует эффективность передачи мощности | Согласование импеданса |
Готовы спроектировать точную и эффективную систему индукционного нагрева для вашей лаборатории или производственной линии? KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, предлагая индивидуальные решения для ваших задач тепловой обработки. Независимо от того, нужна ли вам поверхностная закалка, пайка или сквозной нагрев, наш опыт гарантирует оптимальную производительность и надежность. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем улучшить ваш производственный процесс!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Машина для трубчатой печи CVD с несколькими зонами нагрева, оборудование для системы камеры химического осаждения из паровой фазы
- Циркуляционный термостат с охлаждением и нагревом на 10 л для реакций при высоких и низких температурах
Люди также спрашивают
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Как вакуумная система в вакуумной горячей прессовой печи влияет на качество композитов на основе алюминия?
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности













