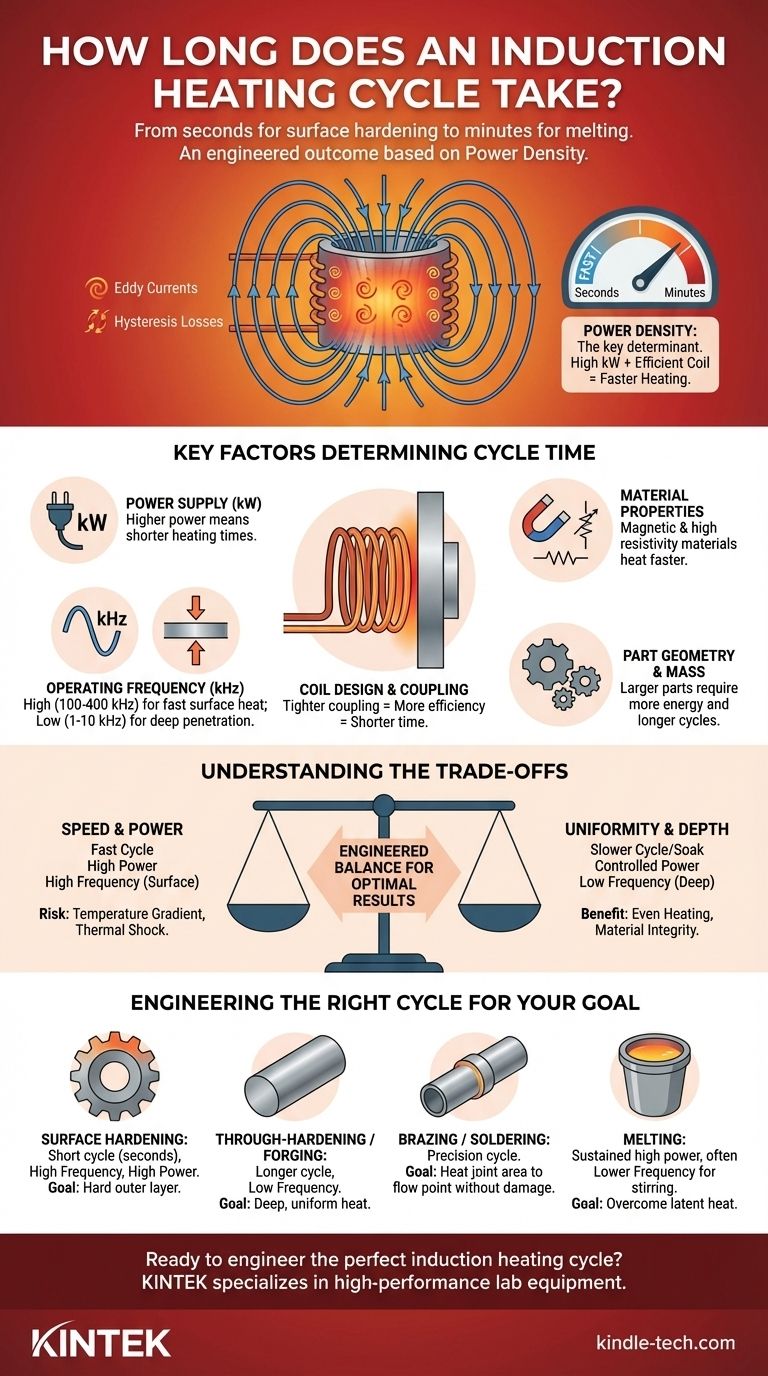
Время, необходимое для цикла индукционного нагрева, может варьироваться от менее секунды для поверхностной закалки мелких компонентов до нескольких минут для плавки больших объемов металла. Эта продолжительность не является фиксированной величиной, а является прямым результатом приложенной мощности, свойств нагреваемого материала, геометрии детали и конкретных целей процесса нагрева.
Время цикла индукционного нагрева не является заданной величиной; это результат инженерного расчета. Скорость в основном определяется плотностью мощности, которую вы можете подать на деталь, что является функцией мощности индукционной системы, частоты, конструкции катушки и специфических свойств материала.

Основной принцип: все дело в плотности мощности
Чтобы понять время цикла, сначала нужно понять, как работает индукционный нагрев. Речь идет не о медленной, окружающей теплопередаче; речь идет о генерации тепла непосредственно внутри самой детали.
Как индукция передает энергию
Индукционная катушка генерирует мощное переменное магнитное поле. Когда проводящая деталь (например, металл) помещается в это поле, происходит две вещи:
- Вихревые токи: Магнитное поле индуцирует электрические токи, которые циркулируют внутри детали. Естественное электрическое сопротивление материала заставляет эти токи генерировать точное, интенсивное тепло.
- Потери на гистерезис: В магнитных материалах (например, стали) быстро меняющееся магнитное поле также вызывает молекулярное трение, которое генерирует дополнительное тепло. Этот эффект прекращается, как только материал проходит свою точку Кюри и теряет свои магнитные свойства.
Определение плотности мощности
Плотность мощности — это количество мощности, подаваемой на единицу площади поверхности. Более высокая плотность мощности означает, что больше энергии передается детали за более короткое время, что приводит к более быстрому нагреву. Источник питания с высокой мощностью в киловаттах в сочетании с эффективной катушкой может достичь чрезвычайно высокой плотности мощности.
Почему скорость является ключевым преимуществом
Эта способность генерировать мгновенное внутреннее тепло является основным преимуществом индукции. Она позволяет осуществлять невероятно быстрые и повторяемые циклы нагрева, что делает ее идеальной для крупносерийного производства, где время процесса критически важно.
Ключевые факторы, определяющие время нагрева
Конечное время цикла является результатом нескольких взаимосвязанных переменных. Понимание этих факторов является ключом к проектированию правильного процесса.
Источник питания (кВт)
Это самый простой фактор. Номинальная мощность в киловаттах (кВт) вашего индукционного источника питания определяет общее количество доступной энергии. Система мощностью 50 кВт нагреет деталь гораздо быстрее, чем система мощностью 10 кВт, при прочих равных условиях.
Рабочая частота (кГц)
Частота определяет глубину проникновения тепла, явление, известное как скин-эффект.
- Высокая частота (например, 100-400 кГц): Индуцирует поверхностные токи, концентрируя тепло у поверхности. Это идеально подходит для быстрой поверхностной закалки, когда сердцевина должна оставаться мягкой.
- Низкая частота (например, 1-10 кГц): Индуцирует более глубокие токи, позволяя теплу проникать глубже в деталь. Это используется для таких применений, как сквозная закалка, ковка или плавка.
Свойства материала
Материал заготовки оказывает огромное влияние.
- Магнитная проницаемость: Магнитные материалы, такие как углеродистая сталь, нагреваются гораздо эффективнее ниже своей точки Кюри (около 770°C / 1420°F) из-за потерь на гистерезис.
- Электрическое сопротивление: Материалы с более высоким электрическим сопротивлением генерируют больше тепла от индуцированных вихревых токов (нагрев I²R).
Геометрия и масса детали
Более крупная, массивная деталь требует больше общей энергии для достижения целевой температуры, что, естественно, приводит к более длительному циклу нагрева. Форма детали также влияет на то, насколько эффективно магнитное поле может «связываться» с ней, влияя на эффективность передачи энергии.
Конструкция катушки и связь
Индукционная катушка — это «аппликатор», который подает энергию. Ее конструкция критически важна. Расстояние между катушкой и заготовкой, известное как расстояние связи, особенно важно. Меньший зазор приводит к гораздо более эффективной передаче энергии и более короткому времени нагрева.
Понимание компромиссов
Достижение максимально быстрого времени цикла не всегда является основной целью. Вы должны сбалансировать скорость с другими критически важными требованиями процесса.
Скорость против равномерности температуры
Чрезвычайно быстрый нагрев детали создает значительный температурный перепад между горячей поверхностью и более холодной сердцевиной. Для таких применений, как ковка, может потребоваться более медленный цикл с временем «выдержки», чтобы тепло равномерно распределилось по всей детали.
Частота против глубины нагрева
Вы не можете просто использовать самую высокую частоту для самого быстрого времени. Если ваша цель — нагреть всю деталь насквозь, использование высокой частоты крайне неэффективно. Вы должны сопоставить частоту с требуемой глубиной нагрева и свойствами материала.
Мощность против целостности детали
Применение слишком большой мощности слишком быстро может вызвать термический шок, приводящий к напряжению, деформации или даже растрескиванию чувствительных материалов или сложных геометрий. Цикл должен быть спроектирован с учетом физических ограничений материала.
Стоимость против времени цикла
Более быстрые циклы обычно требуют более мощного оборудования, что сопряжено с более высокими капитальными затратами. Идеальная система — это та, которая соответствует требуемой производительности без избыточного размера и ненужной дороговизны.
Проектирование правильного цикла для вашей цели
Оптимальное время цикла полностью зависит от вашего применения. Ваша цель должна состоять в том, чтобы найти правильный баланс вышеуказанных факторов для достижения повторяемого, высококачественного результата.
- Если ваша основная цель — поверхностная закалка: Ваша цель — очень короткий цикл (часто секунды) с использованием высокой частоты и высокой мощности для нагрева только внешнего слоя.
- Если ваша основная цель — сквозная закалка или ковка: Вы будете использовать более низкую частоту и более длительный, контролируемый цикл, чтобы обеспечить проникновение тепла глубоко в сердцевину материала.
- Если ваша основная цель — пайка твердым или мягким припоем: Время цикла вторично по отношению к точности; цель состоит в том, чтобы применить ровно столько мощности, чтобы нагреть область соединения до точки плавления присадочного металла, не повреждая компоненты.
- Если ваша основная цель — плавка: Вам требуется постоянное применение высокой мощности для преодоления скрытой теплоты плавления материала, часто с более низкими частотами, которые вызывают перемешивающий эффект для однородности сплава.
В конечном итоге, индукционный нагрев дает вам прямой контроль над процессом нагрева, позволяя вам спроектировать идеальное время цикла для вашего конкретного применения.
Сводная таблица:
| Фактор | Влияние на время цикла | Ключевое соображение |
|---|---|---|
| Источник питания (кВт) | Больше кВт = Меньше времени | Общая энергия, доступная для нагрева |
| Частота (кГц) | Высокая = Быстрая поверхность; Низкая = Глубокое проникновение | Соответствует требуемой глубине нагрева (скин-эффект) |
| Свойства материала | Магнитные материалы нагреваются быстрее ниже точки Кюри | Сопротивление и проницаемость влияют на эффективность |
| Геометрия и масса детали | Более крупные/массивные детали требуют более длительных циклов | Энергия, необходимая для достижения целевой температуры |
| Конструкция катушки и связь | Более плотная связь = Более короткие, более эффективные циклы | Расстояние между катушкой и деталью критически важно |
Готовы спроектировать идеальный цикл индукционного нагрева для вашего применения?
В KINTEK мы специализируемся на разработке и поставке высокопроизводительного лабораторного оборудования, включая системы индукционного нагрева, адаптированные к вашим конкретным потребностям — будь то быстрая поверхностная закалка, сквозной нагрев, пайка или плавка. Наши эксперты помогут вам сбалансировать скорость, однородность и стоимость для достижения оптимальных, повторяемых результатов.
Свяжитесь с нашей командой сегодня, чтобы обсудить ваш проект и узнать, как решения KINTEK могут повысить производительность и точность вашей лаборатории.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Машина для трубчатой печи CVD с несколькими зонами нагрева, оборудование для системы камеры химического осаждения из паровой фазы
- Циркуляционный термостат с охлаждением и нагревом на 10 л для реакций при высоких и низких температурах
Люди также спрашивают
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Почему в печи вакуумного горячего прессования для изготовления мишеней IZO необходимо поддерживать среду высокого вакуума?
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Как вакуумная система в вакуумной горячей прессовой печи влияет на качество композитов на основе алюминия?













