Определение реальной стоимости соединения металлов требует учета не только цены оборудования или расходных материалов. В то время как пайка может быть значительно дешевле при автоматизированном крупносерийном производстве, сварка часто является более экономичным выбором для мелкосерийных работ или ремонта, где основными факторами являются затраты на рабочую силу и наладку. Окончательный ответ полностью зависит от масштаба вашего проекта, соединяемых материалов и требуемой прочности конечной детали.
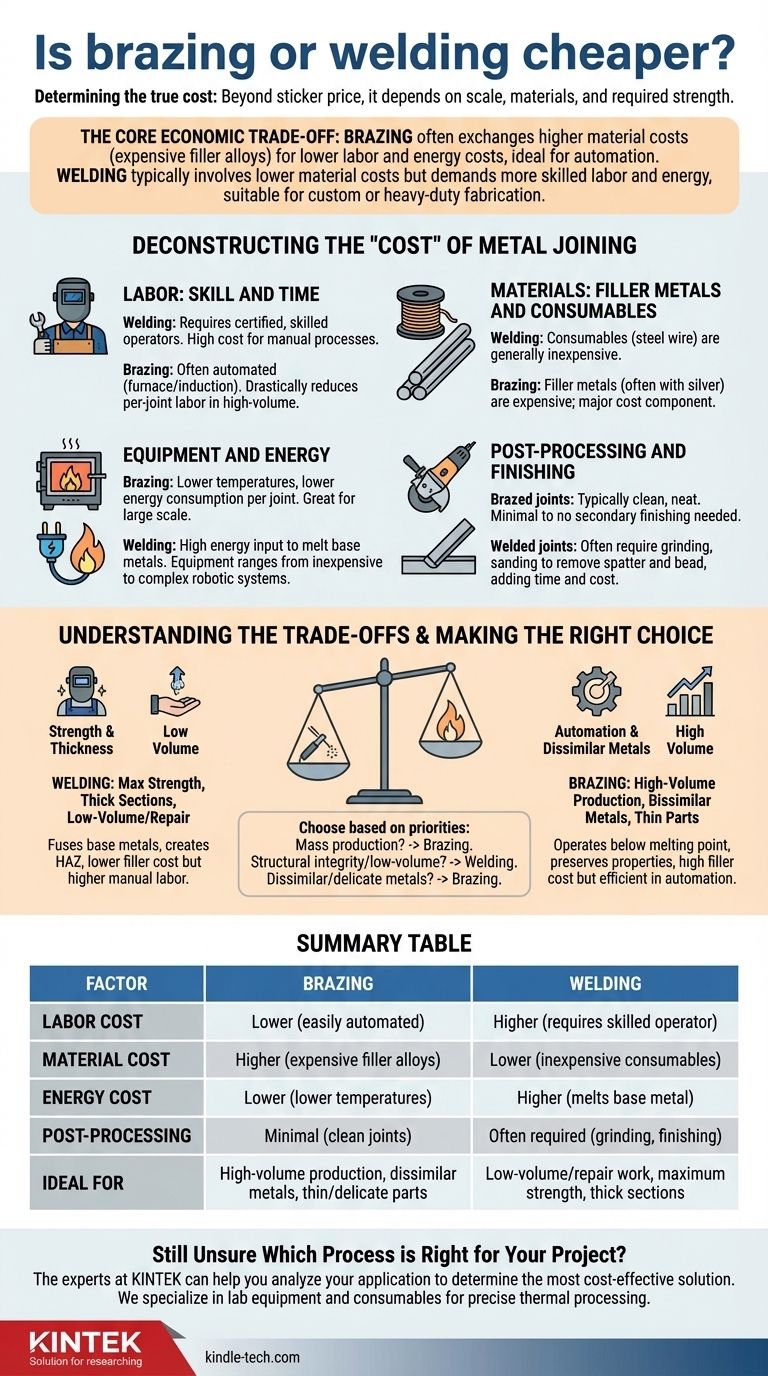
Основной экономический компромисс заключается в следующем: пайка часто обменивает более высокие затраты на материалы (дорогие присадочные сплавы) на более низкие затраты на рабочую силу и энергию, что делает ее идеальной для автоматизации. Сварка, как правило, связана с более низкими затратами на материалы, но требует более квалифицированной рабочей силы и энергии, что делает ее подходящей для изготовления на заказ или тяжелых конструкций.

Деконструкция «Стоимости» Соединения Металлов
Общая стоимость процесса соединения представляет собой сумму нескольких факторов, а не одну статью расходов. Понимание этих компонентов имеет решающее значение для принятия обоснованного решения.
Рабочая сила: Квалификация и Время
Сварка, особенно для конструкционных применений, требует сертифицированного и квалифицированного оператора. Эта специализированная рабочая сила является значительным фактором затрат, особенно при ручных процессах.
Пайка часто может быть автоматизирована, особенно в установках для печной или индукционной пайки. Это резко снижает стоимость труда на одно соединение в крупносерийном производстве, делая процесс очень экономичным в больших масштабах.
Материалы: Присадочные Металлы и Расходные Материалы
Сварочные расходные материалы, такие как стальная проволока или прутки, как правило, недороги. Стоимость низкая, потому что они часто изготавливаются из распространенных промышленных металлов.
Присадочные металлы для пайки, напротив, часто содержат высокий процент серебра для снижения температуры плавления и улучшения текучести. Это делает сам присадочный материал основной статьей расходов в процессе пайки.
Оборудование и Энергия
Пайка происходит при гораздо более низких температурах, чем сварка, поскольку она не расплавляет основные металлы. Это напрямую приводит к более низкому потреблению энергии на одно соединение, что является значительной экономией в крупносерийном производстве.
Сварка требует высокого ввода энергии для плавления основных металлов и создания сварного шва. Оборудование может варьироваться от относительно недорогих сварочных аппаратов для штучной сварки до сложных и дорогостоящих роботизированных систем.
Постобработка и Отделка
Пайные соединения, как правило, очень чистые и аккуратные, часто требуют минимальной или нулевой вторичной шлифовки или отделки. Этот процесс соединения «близкий к форме» экономит значительное время и рабочую силу на последующих этапах.
Сварные швы часто имеют брызги и неровный валик, который требует шлифовки, абразивной обработки или других финишных операций для соответствия эстетическим или функциональным требованиям, что увеличивает общее время и стоимость проекта.
Когда Сварка Обычно Более Экономична
Несмотря на потенциал автоматизации в пайке, сварка остается предпочтительным выбором для многих распространенных сценариев благодаря своей присущей простоте и прочности.
Мелкосерийные или Единичные Проекты
Для ремонта или мелкосерийного изготовления ручная сварка быстро и просто настраивается. Более высокая стоимость квалифицированного труда компенсируется минимальной подготовкой и более низкой стоимостью присадочных материалов по сравнению с пайкой.
Применения, Требующие Максимальной Прочности
Сварка сплавляет основные металлы, создавая соединение, которое может быть таким же прочным, как и сами материалы, или даже прочнее. Когда абсолютная прочность и структурная целостность являются основными проблемами, сварка является технически превосходящим и часто более прямым, экономически эффективным выбором.
Соединение Толстых Секций Однородных Металлов
Сварка превосходно проникает в толстые материалы, создавая глубокую, прочную связь. Высокий ввод тепла необходим для этих применений, в то время как пайка с трудом нагревает большую тепловую массу равномерно до требуемой температуры.
Понимание Компромиссов
Выбор между пайкой и сваркой — это упражнение в балансировании конкурирующих приоритетов. Не существует универсально «лучшего» или «более дешевого» метода.
Прочность против Целостности Материала
Сварка создает максимально прочное соединение, но за определенную цену. Интенсивное тепло создает зону термического влияния (ЗТВ), которая может изменить механические свойства основного металла, потенциально делая его более хрупким.
Пайка происходит ниже температуры плавления основных металлов, оставляя их свойства в значительной степени нетронутыми. Соединение слабее, чем сварное, но часто более чем достаточно прочное для применения, и оно позволяет избежать риска термической деформации, что критически важно для тонких или деликатных деталей.
Стоимость Присадочного Металла против Потенциала Автоматизации
Высокая стоимость серебросодержащих присадочных сплавов для пайки является значительным препятствием. Однако этой стоимостью можно точно управлять в автоматизированном процессе, где каждый раз наносится точное количество присадки, минимизируя отходы.
Низкая стоимость сварочной проволоки привлекательна, но ручная сварка может привести к избыточному наплавлению и большим потерям, а связанная с этим стоимость труда на одно соединение остается высокой без серьезных инвестиций в робототехнику.
Соединение Раз异родных Металлов
Главное техническое преимущество пайки — ее способность соединять раз异родные металлы, такие как медь со сталью или алюминий с медью. Сварка этих материалов часто невозможна из-за их несовместимых металлургических свойств. В этих случаях пайка является единственным жизнеспособным вариантом, и ее стоимость оправдана.
Принятие Правильного Решения для Вашего Применения
Чтобы выбрать наиболее экономичный процесс, вы должны оценить конкретные цели вашего проекта.
- Если ваш основной акцент — массовое производство и автоматизация: Пайка, вероятно, является более экономичным путем из-за меньшего времени цикла, сниженного энергопотребления и минимальной постобработки.
- Если ваш основной акцент — структурная целостность в мелкосерийном проекте: Сварка почти всегда является более дешевым и прямым решением, обеспечивающим превосходную прочность при минимальной наладке.
- Если ваш основной акцент — соединение деликатных, тонких или раз异родных металлов: Пайка является технически превосходящим выбором, и ее стоимость оправдана ее уникальными возможностями, которые сварка не может повторить.
В конечном счете, обоснованное решение проистекает из анализа общей стоимости готовой детали, а не только самого процесса.
Сводная Таблица:
| Фактор | Пайка | Сварка |
|---|---|---|
| Стоимость Рабочей Силы | Ниже (легко автоматизируется) | Выше (требуется квалифицированный оператор) |
| Стоимость Материалов | Выше (дорогие присадочные сплавы) | Ниже (недорогие расходные материалы) |
| Стоимость Энергии | Ниже (более низкие температуры) | Выше (плавит основной металл) |
| Постобработка | Минимальная (чистые соединения) | Часто требуется (шлифовка, отделка) |
| Идеально для | Крупносерийное производство, разнородные металлы, тонкие/деликатные детали | Мелкосерийные работы/ремонт, максимальная прочность, толстые секции |
Все Еще Не Уверены, Какой Процесс Подходит Для Вашего Проекта?
Выбор между пайкой и сваркой — это критическое решение, которое влияет на ваш бюджет, сроки и качество продукции. Эксперты KINTEK могут помочь вам проанализировать ваше конкретное применение — будь то крупносерийное производство или индивидуальный ремонт — чтобы определить наиболее экономичное и технически обоснованное решение для соединения металлов.
Мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для точной термической обработки, включая пайку и термообработку. Позвольте нам помочь вам оптимизировать ваш процесс для эффективности и производительности.
Свяжитесь с KINTEK сегодня для персональной консультации!
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования Нагретая вакуумная прессовальная машина
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Каков эффект повышения давления при спекании с горячим прессованием? Оптимизация плотности, времени и температуры
- Что такое спекание с приложением давления? Получайте более плотные и прочные материалы быстрее
- Что такое метод горячего прессования при спекании? Руководство по изготовлению материалов высокой плотности
- Какова основная функция горячего прессования? Достижение превосходной прочности и точности в производстве
- Почему сила прессования важна при спекании? Достижение более плотных и прочных материалов быстрее



















