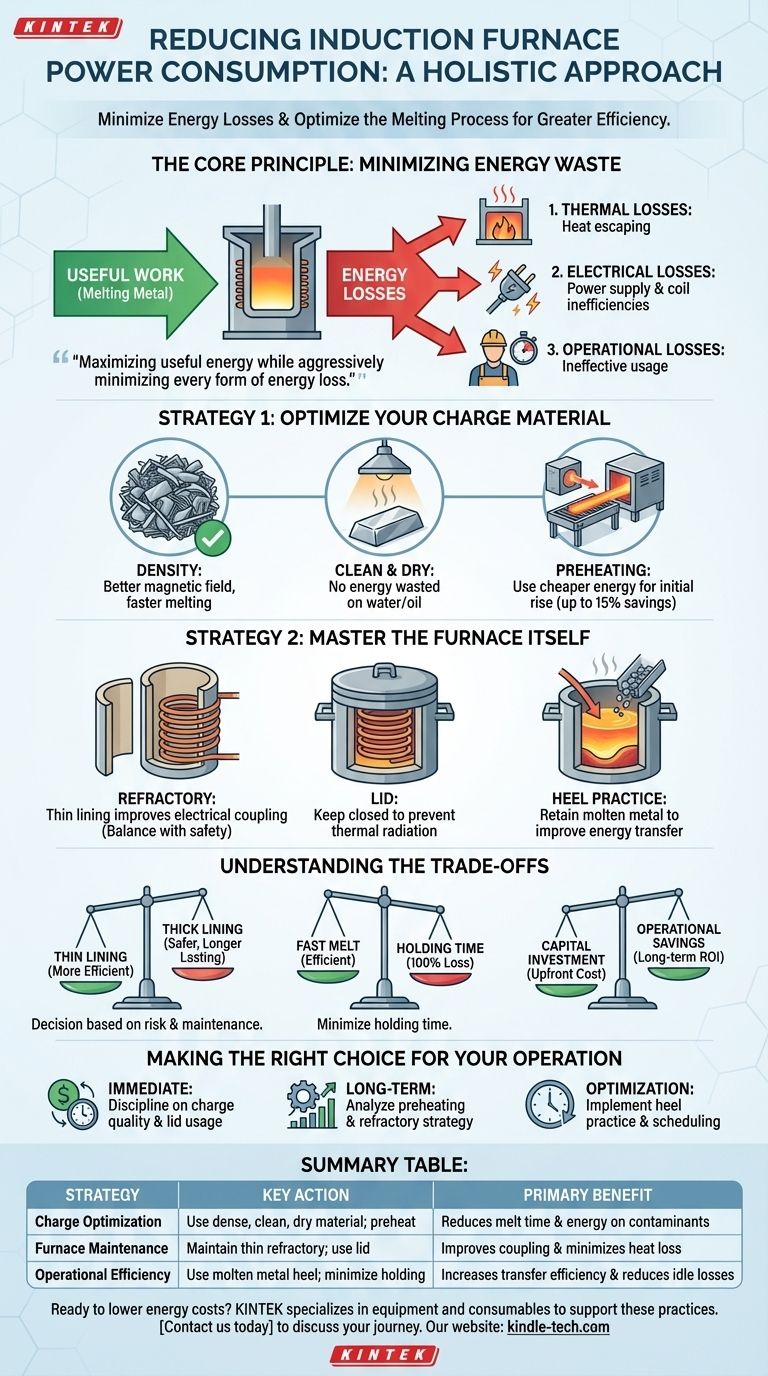
Снижение энергопотребления индукционной печи достигается путем систематического минимизации потерь энергии и оптимизации процесса плавки. Наиболее эффективные стратегии включают улучшение качества и плотности загрузочного материала, поддержание физической целостности печи — особенно футеровки и крышки — и оптимизацию операционных процедур для сокращения времени плавки и выдержки.
Истинная экономия энергии в индукционной печи достигается благодаря комплексному подходу, который рассматривает печь не как отдельную машину, а как полную тепловую систему. Основная цель состоит в том, чтобы максимизировать полезную энергию, поглощаемую металлом, при агрессивном минимизации всех форм потерь энергии, от теплового излучения до неэффективной электрической передачи.

Основной принцип: минимизация потерь энергии
Индукционная печь потребляет энергию для двух основных целей: полезная работа по плавке металла и непроизводительная работа по преодолению потерь энергии. Ваш счет за электроэнергию отражает и то, и другое.
Понимание того, куда уходит энергия
Энергия (измеряемая в кВтч), необходимая для плавки тонны металла, представляет собой комбинацию теоретической энергии, необходимой для фазового перехода, и значительной энергии, теряемой из-за различных потерь. Чтобы сократить потребление, вы должны бороться с потерями.
Три столпа потерь энергии
Потери энергии в индукционной печи можно разделить на три основные области:
- Тепловые потери: Тепло, уходящее из печи.
- Электрические потери: Неэффективность источника питания и катушки.
- Эксплуатационные потери: Неэффективность использования печи.
Стратегия 1: Оптимизируйте загрузочный материал
Состояние металла, который вы загружаете в печь, оказывает прямое и значительное влияние на энергопотребление. Это часто является областью с наибольшим потенциалом для немедленной экономии.
Важность плотности загрузки
Плотная загрузка обеспечивает лучший путь для наведенного магнитного поля, что приводит к более эффективной передаче энергии и более быстрой плавке. Рыхлый, легкий лом содержит много воздушных зазоров, которые препятствуют нагреву и могут увеличить время плавки на 15-20%.
Держите его чистым и сухим
Любая вода, масло или смазочно-охлаждающая жидкость на вашем ломе должны быть выпарены, прежде чем металл сможет расплавиться. Этот процесс потребляет огромное количество энергии, не способствуя плавке. Практика "сухой загрузки" является фундаментальным шагом в энергоэффективности.
Рассмотрите предварительный нагрев загрузки
Предварительный нагрев загрузочного материала перед его подачей в печь является одним из наиболее эффективных методов снижения потребления электроэнергии. Использование газового подогревателя может снизить потребление электроэнергии на 15% и более, перенося начальный подъем температуры на более дешевый источник энергии.
Стратегия 2: Освойте саму печь
Физическое состояние и работа оборудования печи имеют решающее значение. Хорошо обслуживаемая печь — это эффективная печь.
Критическая роль огнеупорной футеровки
Огнеупорная стенка отделяет индукционную катушку от расплавленного металла. Более тонкая футеровка означает, что катушка находится ближе к загрузке, что улучшает электрическое сцепление и повышает эффективность плавки. Однако это должно быть сбалансировано с износом огнеупора и безопасностью.
Крышка не является необязательной
Открытая ванна печи теряет огромное количество энергии за счет теплового излучения с поверхности расплавленного металла. Закрытие крышки, когда это возможно, является простой, бесплатной привычкой, которая напрямую сохраняет тепло и снижает потребление энергии.
Используйте практику "пятки"
Начало плавки из полностью пустой печи ("холодный старт") неэффективно. Сохраняя небольшое количество расплавленного металла — "пятку" — от предыдущей партии, новая загрузка добавляется в уже жидкую ванну, что значительно улучшает передачу энергии и сокращает время плавки.
Понимание компромиссов
Стремление к эффективности требует принятия обоснованных решений, поскольку некоторые стратегии включают балансирование конкурирующих приоритетов.
Толщина огнеупора против эффективности
Более тонкая футеровка более энергоэффективна, но требует более частого контроля и замены. Более толстая, более консервативная футеровка безопаснее и служит дольше, но влечет за собой прямые энергетические потери при каждой плавке. Это ключевое операционное решение, основанное на вашей толерантности к риску и графике обслуживания.
Скорость плавки против времени выдержки
Плавление металла как можно быстрее при номинальной мощности печи, как правило, наиболее эффективно. Как только металл расплавлен, поддержание его при температуре является 100% потерей энергии, так как не выполняется никакой продуктивной работы. Это подчеркивает необходимость жесткого планирования между печью и линией розлива для минимизации выдержки.
Капитальные вложения против операционной экономии
Внедрение таких технологий, как подогреватели загрузки, автоматизированные системы загрузки или современные, высокоэффективные источники питания, требует первоначальных капиталовложений. Эти инвестиции должны быть сопоставлены с долгосрочным снижением киловатт-часов на тонну, что может обеспечить четкую окупаемость инвестиций.
Правильный выбор для вашей операции
Используйте эти пункты для руководства вашей стратегией энергосбережения, исходя из ваших конкретных возможностей и целей.
- Если ваша основная цель — немедленные, недорогие улучшения: Обеспечьте строгую операционную дисциплину в отношении использования чистых, сухих, плотных загрузок и постоянного закрытия крышки печи.
- Если ваша основная цель — значительная, долгосрочная эффективность: Проанализируйте окупаемость инвестиций в систему предварительного нагрева загрузки и пересмотрите свою стратегию футеровки, чтобы определить, возможна ли немного более тонкая стенка.
- Если ваша основная цель — оптимизация процесса: Внедрите практику "пятки" расплавленного металла и скоординируйте графики работы печи и литья, чтобы исключить любое ненужное время выдержки при температуре.
В конечном итоге, отношение к каждому киловатт-часу как к ценному ресурсу является ключом к более эффективной и прибыльной операции плавки.
Сводная таблица:
| Стратегия | Ключевое действие | Основная выгода |
|---|---|---|
| Оптимизация загрузки | Используйте плотный, чистый, сухой материал; рассмотрите предварительный нагрев | Сокращает время плавки и энергию, теряемую на загрязнения |
| Обслуживание печи | Поддерживайте тонкую огнеупорную футеровку; всегда используйте крышку | Улучшает электрическое сцепление и минимизирует потери тепла |
| Операционная эффективность | Используйте "пятку" расплавленного металла; минимизируйте время выдержки | Повышает эффективность передачи энергии и сокращает потери при простое |
Готовы значительно снизить затраты на электроэнергию и повысить эффективность плавки? Изложенные стратегии — это только начало. KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя точные потребности лабораторий и предприятий по плавке металлов. Наши эксперты помогут вам выбрать правильное оборудование и расходные материалы для эффективного внедрения этих энергосберегающих практик. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать ваш путь к более эффективной и прибыльной работе.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%



















