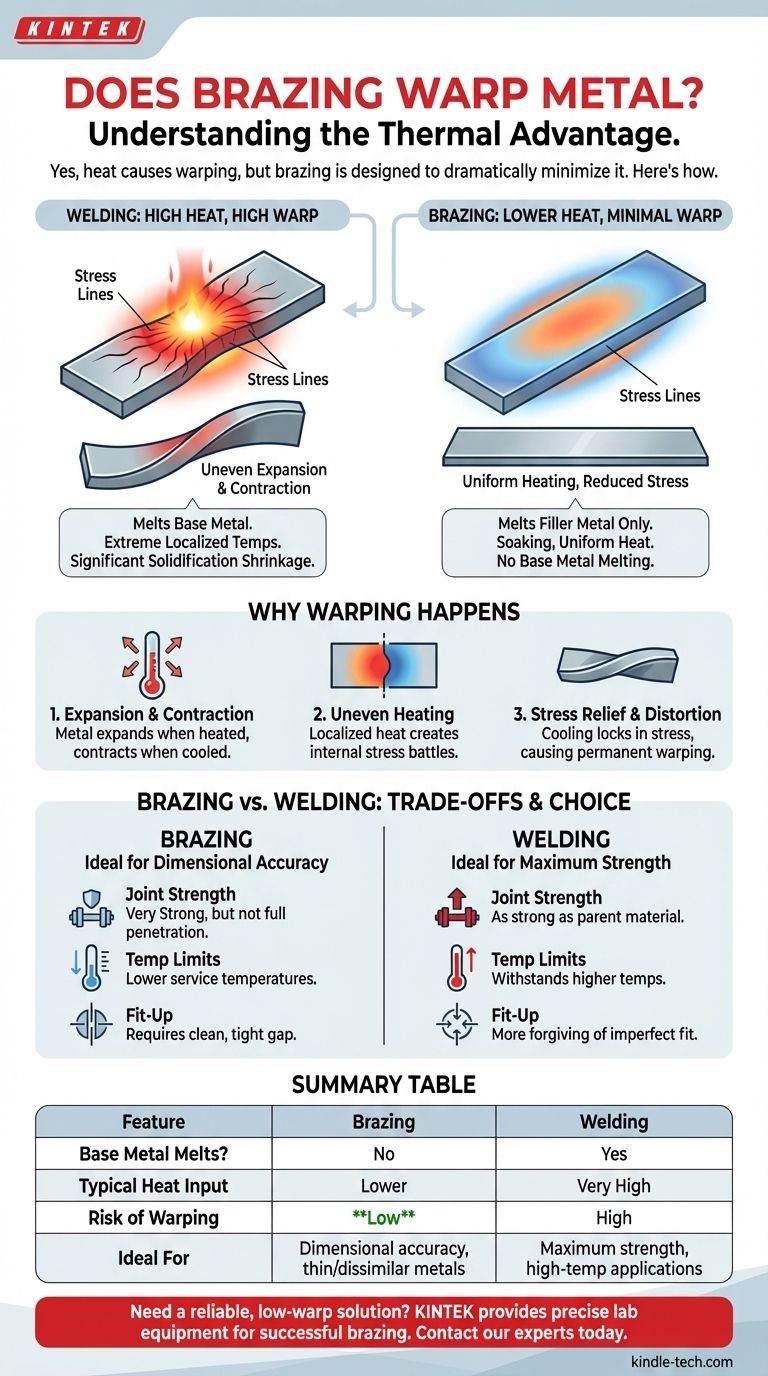
Да, любой процесс, связанный с нагревом, может вызвать деформацию металла, но пайка специально разработана и выбрана для того, чтобы значительно минимизировать этот эффект. В отличие от сварки, пайка нагревает металлы до гораздо более низкой температуры и не плавит их, что является основной причиной ее предпочтения для применений, где критически важна точность размеров.
Основная причина, по которой пайка вызывает значительно меньшую деформацию, чем сварка, заключается в температуре. Работая ниже точки плавления основных металлов, пайка создает гораздо меньшее термическое напряжение, что делает ее превосходным методом для сохранения первоначальной формы и выравнивания сборки.

Почему нагрев вызывает деформацию: Принцип термического напряжения
Понимание причин деформации является ключом к ее предотвращению. Вся проблема сводится к тому, как металл ведет себя при нагревании и охлаждении.
Расширение и сжатие
Когда вы нагреваете кусок металла, он расширяется. Когда он остывает, он сжимается до своего первоначального размера. Это физическое свойство неизбежно.
Проблема неравномерного нагрева
Деформация происходит не только из-за расширения. Она происходит из-за неравномерного расширения и сжатия.
Если вы сильно нагреваете одну часть металлического листа, в то время как остальная часть остается холодной, горячий участок пытается расшириться, но сдерживается холодным, жестким металлом вокруг него. Эта борьба создает огромное внутреннее напряжение.
Снятие напряжения и деформация
По мере того как нагретый металл в конечном итоге остывает и сжимается, эти заблокированные напряжения должны быть сняты. Металл снимает это напряжение, вытягивая и скручивая себя в новую, деформированную форму. Это постоянное изменение формы мы называем деформацией.
Как пайка уменьшает деформацию
Пайка принципиально отличается от сварки способами, которые напрямую борются с первопричинами деформации.
Критическая разница температур
Это самый важный фактор. Сварка плавит основные металлы, требуя чрезвычайно высоких, локализованных температур (часто на тысячи градусов выше точки плавления).
Пайка работает путем плавления присадочного металла, который течет между основными металлами при гораздо более низкой температуре — всегда ниже точки плавления соединяемых деталей. Меньший подвод тепла означает меньшее расширение, что означает меньшее внутреннее напряжение.
Прогрев всего объема против локализованного нагрева
Многие сварочные процессы, такие как TIG или MIG, создают очень интенсивную, концентрированную точку нагрева. Это создает сильный температурный градиент между зоной сварки и окружающим металлом, что является идеальным рецептом для деформации.
Пайка, особенно с использованием горелки или в печи, часто включает более мягкий и равномерный нагрев более широкой области. Доведение всей области соединения до температуры одновременно позволяет деталям расширяться и сжиматься как единое целое, уменьшая напряжение.
Отсутствие плавления, отсутствие усадки при затвердевании
Когда сварочная ванна остывает из жидкого состояния в твердое, она претерпевает значительную усадку. Эта усадка при затвердевании добавляет еще одну мощную сжимающую силу, которая воздействует на окружающий металл.
Поскольку пайка никогда не плавит основные металлы, она полностью избегает этого типа усадки, устраняя основной источник деформации.
Понимание компромиссов
Выбор пайки для предотвращения деформации — отличная стратегия, но вы должны знать о компромиссах по сравнению со сваркой.
Прочность соединения
Правильно выполненная сварка сплавляет основные металлы, создавая соединение, которое может быть таким же прочным или прочнее исходного материала.
Прочность паяного соединения определяется прочностью на сдвиг присадочного металла и конструкцией соединения. Хотя оно очень прочное, оно, как правило, не так прочно, как сварное соединение с полным проплавлением в несущей конструкции.
Температурные ограничения
Паяное соединение нельзя использовать в среде, где рабочие температуры будут приближаться к точке плавления присадочного сплава. Соединение просто развалится. Сварные соединения обычно выдерживают гораздо более высокие температуры.
Необходимость чистоты и подгонки
Пайка основана на капиллярном действии, которое втягивает расплавленный присадочный металл в узкий зазор между деталями. Это действие работает только в том случае, если поверхности исключительно чисты, а зазор (зазор) между деталями мал и постоянен. Сварка часто может быть более терпимой к неидеальной подгонке.
Правильный выбор для вашего проекта
Используйте свою основную цель, чтобы принять решение между пайкой и сваркой.
- Если ваша основная цель — сохранение точности размеров, особенно на сложной раме или сборке: Пайка — исключительный выбор, который минимизирует риск деформации.
- Если ваша основная цель — соединение тонких или деликатных материалов, которые будут разрушены высокотемпературной сваркой: Пайка часто является превосходным, а иногда и единственным жизнеспособным методом.
- Если ваша основная цель — максимальная прочность соединения для тяжелых конструкционных нагрузок: Правильно спроектированная и выполненная сварка, как правило, является более прочным и традиционным выбором.
- Если ваша основная цель — соединение разнородных металлов (например, меди со сталью): Пайка является одним из наиболее эффективных и широко используемых методов, поскольку сварка этих материалов часто невозможна.
Понимая термические принципы, вы можете уверенно выбирать и контролировать процесс пайки для достижения прочных, точных соединений с минимальными искажениями.
Сводная таблица:
| Характеристика | Пайка | Сварка |
|---|---|---|
| Плавятся ли основные металлы? | Нет | Да |
| Типичный подвод тепла | Ниже | Очень высокий |
| Риск деформации | Низкий | Высокий |
| Идеально подходит для | Точность размеров, тонкие/разнородные металлы | Максимальная прочность, высокотемпературные применения |
Нужно надежное решение с низкой деформацией для ваших проектов по соединению металлов? KINTEK специализируется на предоставлении точного лабораторного оборудования и расходных материалов, необходимых для успешных процессов пайки. Наш опыт гарантирует, что вы каждый раз получаете прочные, точные по размерам соединения. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное решение для нужд вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь для вакуумной термообработки молибдена
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
Люди также спрашивают
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Почему вы выберете пайку твердым припоем вместо мягкой пайки? Для превосходной прочности соединения и работы при высоких температурах
- Что такое пайка в термообработке? Достижение превосходного качества и эффективности соединений
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах



















