Да, вы можете повторно нагревать паяное соединение, но последствия и осуществимость полностью зависят от вашей цели, задействованных температур и конкретного используемого припоя. Независимо от того, выполняете ли вы ремонт, разбираете компонент или проводите термообработку после пайки, повторный нагрев является распространенной, но технически чувствительной операцией, требующей точного контроля.
Повторный нагрев паяного соединения является стандартной процедурой для ремонта и разборки. Однако ключ к успеху заключается в понимании того, что каждый тепловой цикл изменяет фундаментальную металлургию соединения. Неконтролируемый или многократный нагрев может ухудшить целостность соединения, способствуя росту хрупких соединений на границе основного и присадочного металлов.

Металлургия повторного нагрева
Чтобы принять обоснованное решение, вы должны сначала понять, что происходит внутри соединения при повышенных температурах.
Принципы пайки: солидус и ликвидус
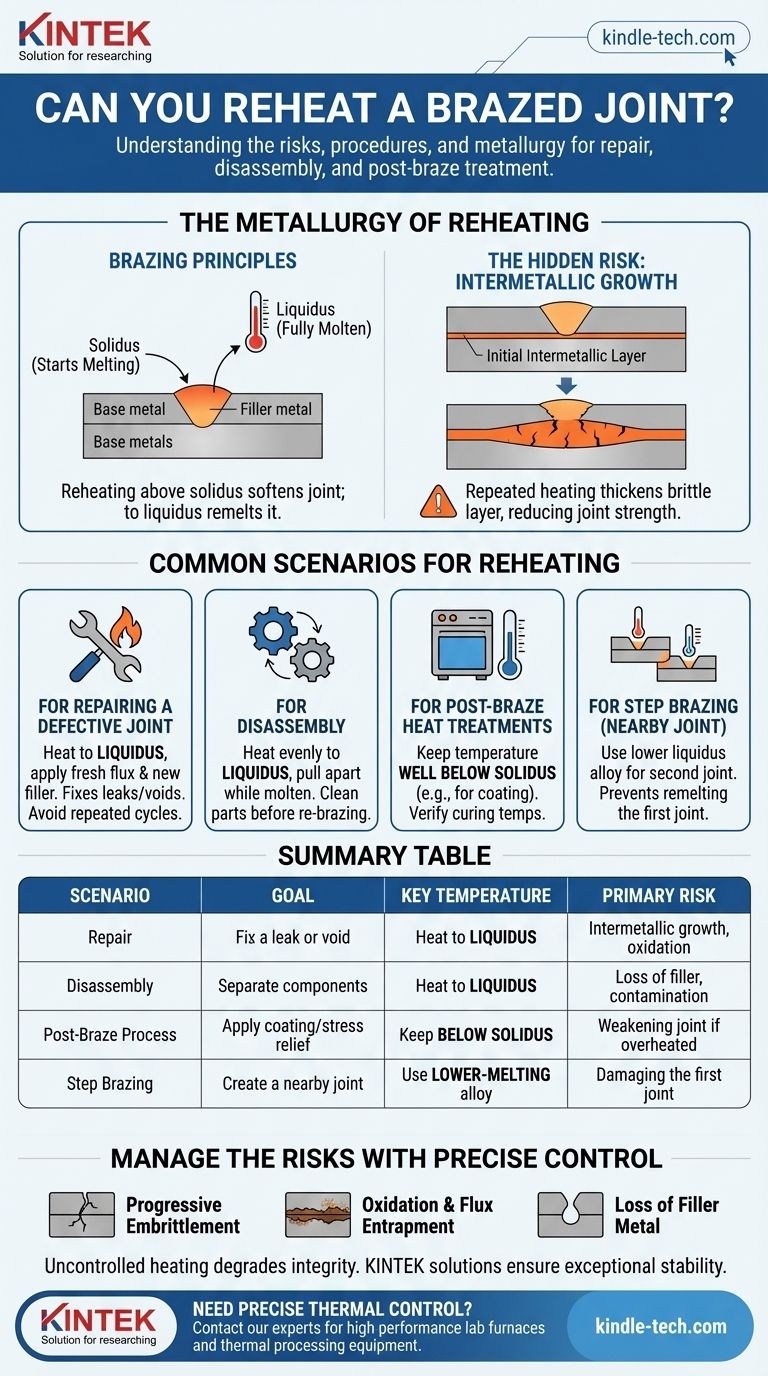
Паяное соединение образуется, когда присадочный металл нагревается выше своей температуры плавления и затягивается в зазор между основными металлами капиллярным действием.
Каждый припой имеет две критические температуры: солидус, при которой он начинает плавиться, и ликвидус, при которой он становится полностью жидким. Диапазон между ними — это «пастообразный» или интервал плавления.
Повторный нагрев соединения выше температуры его солидуса приведет к его размягчению и потере прочности. Повторный нагрев до температуры его ликвидуса позволит присадочному металлу снова потечь, по сути, повторно расплавив соединение.
Скрытый риск: рост интерметаллидов
Во время первоначального процесса пайки образуется очень тонкий слой нового смешанного металлического соединения, называемого интерметаллидом, в месте соединения присадочного и основного металлов. Этот слой необходим для прочного соединения.
Однако этот интерметаллический слой тверже и хрупче, чем присадочный или основной металлы. Каждый раз, когда соединение повторно нагревается в течение длительного периода, этот слой может утолщаться, делая все соединение постепенно более хрупким и восприимчивым к растрескиванию под воздействием напряжения или вибрации.
Распространенные сценарии повторного нагрева соединения
Ваша причина повторного нагрева соединения диктует правильную процедуру и уровень риска.
Для ремонта дефектного соединения
Это наиболее распространенная причина повторного нагрева. Если в соединении есть утечка или пустота, его часто можно отремонтировать, повторно нагрев до температуры ликвидуса припоя, чтобы расплавить сплав.
Для успешного ремонта необходимо нанести свежий флюс для очистки соединения и вытеснения оксидов. Также часто добавляют небольшое количество нового присадочного металла, чтобы обеспечить полное заполнение зазора. Это часто является жизнеспособным одноразовым решением.
Для разборки компонентов
Чтобы разобрать паяную сборку, необходимо равномерно нагреть всю область соединения до температуры ликвидуса присадочного металла.
Как только припой полностью расплавится, компоненты можно разделить. Имейте в виду, что детали будут покрыты старым припоем, который необходимо механически или химически очистить, прежде чем их можно будет повторно паять.
Для термообработки после пайки
Процессы, такие как порошковое покрытие или снятие напряжений, требуют нагрева всей сборки в печи. Это совершенно безопасно, если температура печи остается значительно ниже температуры солидуса присадочного металла.
Всегда проверяйте температуру отверждения покрытия и сравнивайте ее с точкой солидуса, указанной производителем присадочного металла.
Для создания соседнего соединения (пошаговая пайка)
Когда вам нужно припаять другое соединение в непосредственной близости от существующего, лучшей практикой является пошаговая пайка.
Этот метод включает использование высокотемпературного припоя для первого соединения, за которым следует другой сплав с более низкой температурой ликвидуса для второго соединения. Это позволяет сформировать второе соединение, не доводя первое до точки плавления.
Понимание компромиссов и рисков
Хотя повторный нагрев возможен, он не лишен рисков, которыми необходимо тщательно управлять.
Прогрессивная хрупкость
Как отмечалось, основной металлургический риск — это рост интерметаллического слоя. Хотя один быстрый цикл ремонта может иметь минимальный эффект, многократные циклы повторного нагрева почти наверняка ухудшат пластичность и усталостную долговечность соединения.
Окисление и захват флюса
Повторный нагрев соединения без достаточного флюса или защитной атмосферы приведет к образованию оксидов на поверхности присадочного и основного металлов. Эти оксиды препятствуют правильному повторному соединению припоя.
Слишком быстрый нагрев также может «сжечь» флюс, сделав его неактивным и потенциально задерживая коррозионные остатки внутри соединения.
Потеря присадочного металла
Когда вы доводите соединение до температуры его ликвидуса, присадочный металл будет течь. Если деталь неправильно ориентирована или нагрев неравномерен, сплав может вытечь из соединения, создавая пустоты и ослабляя соединение.
Правильный выбор для вашей цели
Ваш подход должен диктоваться вашей конкретной инженерной или эксплуатационной целью.
- Если ваша основная цель — ремонт: повторно нагрейте соединение до ликвидуса, нанесите свежий флюс и добавьте небольшое количество нового припоя, но избегайте многократных циклов ремонта одного и того же соединения.
- Если ваша основная цель — разборка: равномерно нагрейте область соединения до температуры ликвидуса припоя и разделите компоненты, пока сплав полностью расплавлен.
- Если вы выполняете процесс после пайки (например, покрытие): убедитесь, что температура процесса всегда остается безопасно ниже температуры солидуса припоя.
- Если вы проектируете многосоставную сборку: активно проектируйте для успеха, используя метод пошаговой пайки со сплавами с последовательно более низкими температурами плавления.
Понимая эти основные принципы, вы можете управлять процессом повторного нагрева для достижения вашей цели без ущерба для долгосрочной целостности вашей сборки.
Сводная таблица:
| Сценарий | Цель | Ключевая температура | Основной риск |
|---|---|---|---|
| Ремонт | Устранение утечки или пустоты | Нагрев до ликвидуса присадочного металла | Рост интерметаллидов, окисление |
| Разборка | Разделение компонентов | Нагрев до ликвидуса присадочного металла | Потеря присадочного металла, загрязнение детали |
| Процесс после пайки | Нанесение покрытия или снятие напряжений | Поддержание ниже солидуса присадочного металла | Ослабление соединения при перегреве |
| Пошаговая пайка | Создание соседнего соединения | Использование сплава с более низкой температурой плавления | Повреждение первого соединения |
Нужен точный термический контроль для ваших процессов пайки и после пайки?
В KINTEK мы специализируемся на высокопроизводительных лабораторных печах и оборудовании для термической обработки, которые обеспечивают точный, равномерный нагрев, необходимый для успешной пайки, ремонта и термообработки. Наши решения помогают избежать рисков роста интерметаллидов и окисления, обеспечивая исключительную температурную стабильность и контроль.
Независимо от того, занимаетесь ли вы исследованиями и разработками, производством или обслуживанием, оборудование KINTEK разработано для удовлетворения строгих требований металлургических работ. Свяжитесь с нашими специалистами по термической обработке сегодня, чтобы найти идеальную печь для ваших конкретных задач пайки и обеспечить целостность ваших критически важных узлов.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
