Да, вы можете паять толстый алюминий, но этот процесс принципиально отличается и является более требовательным, чем пайка тонких листов. Масса материала действует как мощный теплоотвод, что требует специализированных методов, таких как вакуумная пайка или пайка в контролируемой атмосфере, для обеспечения достаточного, равномерного нагрева и управления стойким поверхностным оксидным слоем, который препятствует хорошему соединению.
Основная проблема при пайке толстого алюминия заключается не в самом соединении, а в преодолении высокой теплопроводности материала. Ваш успех полностью зависит от способности нагреть всю область соединения до равномерной температуры пайки до того, как тепло рассеется в остальной части компонента.
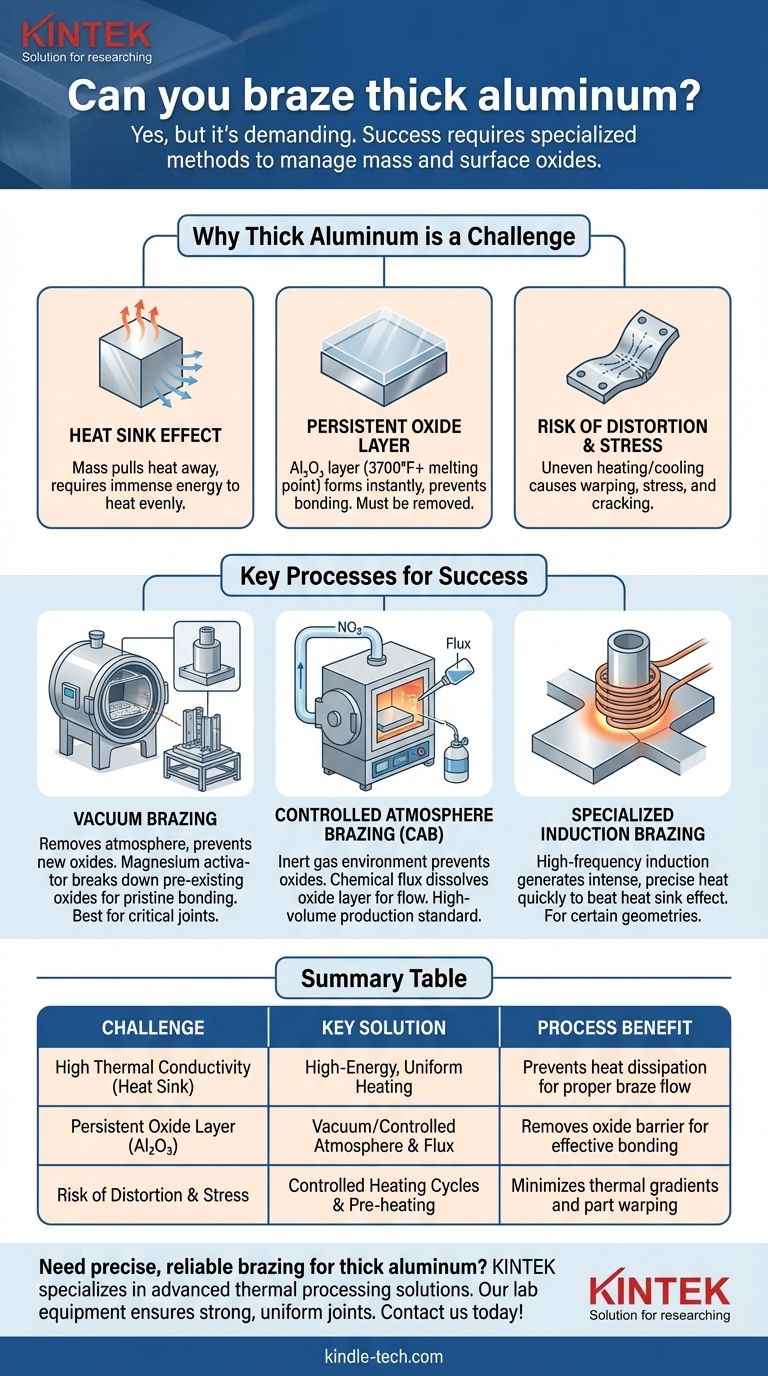
Почему толстый алюминий представляет уникальную проблему для пайки
Успешное соединение толстых алюминиевых секций требует глубокого понимания свойств материала. Именно те характеристики, которые делают алюминий полезным — его легкий вес и теплопроводность — становятся препятствиями в процессе пайки.
Эффект теплоотвода
Толстый алюминий исключительно эффективно отводит тепло от соединения. Этот эффект «теплоотвода» означает, что для достижения и поддержания необходимой температуры пайки по всей поверхности соединения требуется огромное количество энергии. Слишком медленный нагрев или недостаточная мощность приведут к тому, что тепло будет рассеиваться в теле детали быстрее, чем оно сможет накопиться в соединении.
Стойкий оксидный слой
Алюминий мгновенно образует прочный, прозрачный слой оксида алюминия (Al₂O₃) при контакте с воздухом. Температура плавления этого оксида составляет более 2072°C (3700°F), что значительно выше, чем у самого основного металла алюминия. Для успешной пайки этот оксидный слой должен быть химически или механически удален, чтобы присадочный металл мог смачивать и связываться с чистым алюминием под ним. Более длительное время нагрева, необходимое для толстых секций, дает этому оксиду больше возможностей для образования и повторного образования, что усложняет процесс.
Риск деформации и напряжения
Подача огромного количества тепла в одну область большого, толстого компонента, в то время как остальная часть остается холодной, создает значительные температурные градиенты. Это неравномерное расширение и сжатие может привести к короблению, деформации и возникновению остаточных напряжений, потенциально вызывая растрескивание детали при охлаждении.
Ключевые процессы для пайки толстых секций
Стандартная газовая пайка часто недостаточна для толстого алюминия. Промышленные процессы преодолевают эти проблемы, контролируя как нагрев, так и атмосферу.
Вакуумная пайка
Это высокоэффективный метод для ответственных компонентов. Детали собираются с присадочным металлом и помещаются в вакуумную печь. Удаление атмосферы предотвращает образование новых оксидов. Небольшие количества металлического активатора, такого как магний (Mg), часто включаются в присадочный сплав. В вакууме этот магний испаряется и агрессивно разрушает любые ранее существовавшие оксиды, обеспечивая чистую поверхность для пайки.
Пайка в контролируемой атмосфере (CAB)
CAB — это распространенный метод массового производства. Детали проходят через печь, заполненную инертным газом, обычно азотом. Эта бескислородная атмосфера предотвращает образование оксидов во время нагрева. Химический флюс наносится на соединение перед нагревом, который плавится и агрессивно растворяет оксидный слой, позволяя расплавленному присадочному металлу затекать в соединение за счет капиллярного действия.
Специализированная индукционная пайка
Для определенных геометрий высокочастотный индукционный нагрев может быть жизнеспособным вариантом. Этот метод использует магнитное поле для очень быстрого и точного создания интенсивного тепла внутри самого металла. Если мощность достаточна, он может нагреть область соединения быстрее, чем тепло может отводиться, что позволяет завершить пайку за очень короткое время. Это требует точной конструкции катушки и тщательного контроля процесса.
Понимание компромиссов и распространенных ошибок
Даже при правильном процессе успех не гарантирован. Тщательное внимание к деталям имеет решающее значение для прочного соединения.
Выбор правильного присадочного металла
Присадочный металл должен иметь температуру плавления ниже, чем у основного алюминиевого сплава. Для толстых секций выбор присадочного металла с несколько более широким диапазоном плавления (разница между началом плавления и полным переходом в жидкое состояние) может быть выгодным. Это «вязкое» состояние может помочь заполнить более крупные зазоры в соединении, которые могут возникнуть из-за теплового расширения тяжелых деталей.
Важность конструкции соединения
Пайка основана на капиллярном действии, которое втягивает расплавленный присадочный металл в пространство между двумя деталями. Зазор, или допуск соединения, имеет решающее значение. Если он слишком мал, присадочный металл не сможет проникнуть. Если он слишком широк, капиллярная сила теряется. Для толстых секций эти допуски должны быть точно спроектированы с учетом теплового расширения во время цикла нагрева.
Необходимость предварительного нагрева
Для минимизации термического удара и деформации часто необходим предварительный нагрев всей сборки до промежуточной температуры. Это уменьшает разницу температур между соединением и остальной частью детали, облегчая равномерное достижение конечной температуры пайки и предотвращая растрескивание, связанное с напряжением, во время охлаждения.
Правильный выбор для вашего применения
Выбор метода пайки должен определяться конкретными требованиями вашего проекта к качеству, объему и стоимости.
- Если ваш основной акцент делается на максимальной целостности соединения и сложных формах: Вакуумная пайка является лучшим выбором, предлагая самые чистые, прочные и надежные соединения для критически важных применений.
- Если ваш основной акцент делается на крупносерийном производстве и повторяемости: Пайка в контролируемой атмосфере (CAB) является отраслевым стандартом, обеспечивая эффективное и экономичное решение для производства в масштабе.
- Если ваш основной акцент делается на простом, доступном соединении на умеренно толстой детали: Мощная индукционная пайка может быть быстрым и эффективным вариантом, при условии, что вы сможете разработать высококонтролируемый и повторяемый процесс.
Правильно управляя нагревом и контролируя атмосферу, вы можете создавать прочные, надежные паяные соединения даже в самых сложных алюминиевых компонентах толстого сечения.
Сводная таблица:
| Проблема | Ключевое решение | Преимущество процесса |
|---|---|---|
| Высокая теплопроводность (теплоотвод) | Высокоэнергетический, равномерный нагрев | Предотвращает рассеивание тепла для правильного растекания припоя |
| Стойкий оксидный слой (Al₂O₃) | Вакуум/контролируемая атмосфера и флюс | Удаляет оксидный барьер для эффективного соединения |
| Риск деформации и напряжения | Контролируемые циклы нагрева и предварительный нагрев | Минимизирует температурные градиенты и коробление деталей |
Вам нужно паять толстые алюминиевые компоненты с точностью и надежностью? KINTEK специализируется на передовых решениях для термической обработки, включая системы вакуумной пайки и пайки в контролируемой атмосфере. Наше лабораторное оборудование и расходные материалы разработаны для удовлетворения требовательных потребностей лабораторных и промышленных применений, обеспечивая прочные, однородные соединения в сложных материалах. Позвольте нашим экспертам помочь вам достичь превосходных результатов — свяжитесь с нами сегодня, чтобы обсудить ваши конкретные требования к пайке!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Вакуумная машина для холодной заливки образцов
- Лабораторный стерилизатор Автоклав с пульсирующим вакуумом Настольный паровой стерилизатор
- Вакуумная печь горячего прессования для ламинирования и нагрева
Люди также спрашивают
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов







