Короче говоря, высокая частота используется в индукционной печи для контроля места генерации тепла. Увеличивая частоту, индуцированный электрический ток вынужден течь в тонком слое вблизи поверхности металла. Это явление, известное как «скин-эффект», создает интенсивный, быстрый и высокоэффективный нагрев, который идеально подходит для плавки небольших заготовок и для применений, требующих точного контроля над металлургией.
Выбор частоты в индукционной печи является основным средством контроля для определения глубины проникновения тепла. Высокая частота создает неглубокий, концентрированный поверхностный нагрев, в то время как низкая частота обеспечивает глубокий, равномерный нагрев по всей толще крупных материалов.

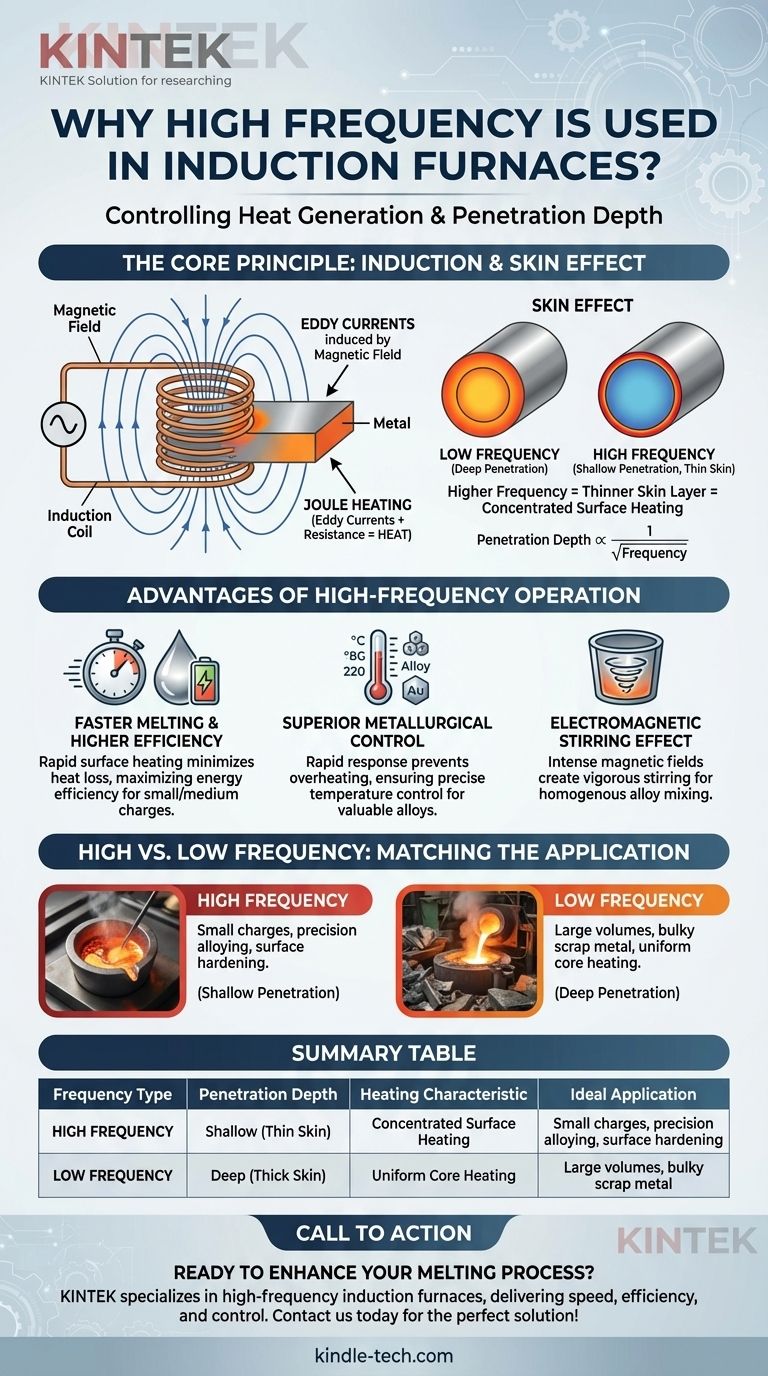
Основной принцип: индукция и скин-эффект
Чтобы понять роль частоты, мы должны сначала освоить основные физические принципы. Процесс не связан с внешним пламенем или дугами; тепло генерируется внутри самого металла.
Как работает индукционный нагрев
Индукционная печь использует мощный переменный ток (AC), протекающий через медную катушку. Эта катушка генерирует быстро меняющееся и интенсивное магнитное поле вокруг металлической заготовки, помещенной внутрь.
Согласно закону Фарадея, это изменяющееся магнитное поле индуцирует мощные, вихревые электрические токи внутри металла. Они известны как вихревые токи.
Роль вихревых токов в нагреве
Когда эти сильные вихревые токи протекают через металл, они встречают электрическое сопротивление. Это сопротивление преобразует электрическую энергию непосредственно в тепло — принцип, известный как джоулев нагрев. Это тот же эффект, который заставляет нить накаливания обычной лампочки светиться.
Введение в скин-эффект
Важно отметить, что переменный ток не течет равномерно по проводнику. Плотность тока максимальна на поверхности и экспоненциально уменьшается к центру. Это называется скин-эффектом.
Чем выше частота переменного тока, тем более выраженным становится этот эффект, заставляя вихревые токи течь в еще более тонком слое на поверхности.
Как частота регулирует глубину проникновения
Эта взаимосвязь является ключевой. Глубина проникновения тока обратно пропорциональна квадратному корню из частоты.
Проще говоря:
- Высокая частота = Малая глубина проникновения (тонкий скин-слой) = Концентрированный поверхностный нагрев.
- Низкая частота = Большая глубина проникновения (толстый скин-слой) = Более глубокий, равномерный нагрев.
Преимущества высокочастотной работы
Для многих применений концентрация тепла на поверхности является значительным преимуществом, непосредственно способствующим выгодам, упомянутым в вашем исследовании.
Более быстрая плавка и более высокая эффективность
Сосредоточив всю энергию в небольшом поверхностном объеме, высокочастотные печи могут невероятно быстро плавить малые и средние заготовки. Эта скорость минимизирует время потери тепла в окружающую среду, что приводит к более высокой общей энергоэффективности.
Превосходный металлургический контроль
Быстрая реакция высокочастотной системы позволяет осуществлять чрезвычайно точный контроль температуры. Это критически важно при работе с ценными сплавами, поскольку предотвращает перегрев и последующую потерю или «выгорание» этих дорогостоящих элементов.
Электромагнитный эффект перемешивания
Интенсивные магнитные поля также создают сильное перемешивающее действие в расплавленной металлической ванне. При более высоких частотах это перемешивание является энергичным и обеспечивает быстрое и равномерное смешивание добавленных легирующих элементов, что приводит к однородному конечному продукту.
Понимание компромиссов: это не всегда лучший выбор
Хотя высокая частота является мощным инструментом, она не является универсальным решением. Выбор частоты — это критически важное инженерное решение, основанное на конкретном применении.
Когда низкая частота лучше
Для очень больших печей, предназначенных для плавки крупного, кускового металлолома, высокая частота будет неэффективна. Она расплавит поверхность лома задолго до того, как сердцевина успеет нагреться. В таких случаях используется низкочастотный (или сетевой) ток для обеспечения глубокого проникновения индуцированного тока, равномерно нагревая всю заготовку.
Сложность источника питания
Генерация высокочастотной энергии требует более сложных и часто более дорогих полупроводниковых источников питания по сравнению с более простыми трансформаторами, используемыми для низкочастотных применений.
Согласование частоты с применением
Цель состоит в том, чтобы согласовать глубину проникновения с размером плавящегося материала. Оптимальная частота создает баланс между быстрым нагревом, эффективной передачей энергии и желаемым металлургическим результатом.
Правильный выбор для вашей цели
В конечном итоге частота выбирается в соответствии с поставленной задачей, балансируя скорость, эффективность и масштаб операции.
- Если ваша основная цель — быстрая плавка небольших заготовок или точное легирование: Высокая частота — лучший выбор благодаря своей скорости и контролю.
- Если ваша основная цель — поверхностная или цементационная закалка детали: Высокая частота необходима для нагрева только поверхности без изменения свойств сердцевины.
- Если ваша основная цель — плавка очень больших объемов или крупных, твердых кусков лома: Низкая частота необходима для достижения глубокого проникновения тепла, требуемого для эффективной плавки.
Понимание того, как частота определяет проникновение тепла, позволяет вам контролировать процесс плавки с удивительной точностью.
Сводная таблица:
| Тип частоты | Глубина проникновения | Характеристика нагрева | Идеальное применение |
|---|---|---|---|
| Высокая частота | Мелкое (тонкий скин-слой) | Концентрированный поверхностный нагрев | Малые заготовки, точное легирование, поверхностная закалка |
| Низкая частота | Глубокое (толстый скин-слой) | Равномерный нагрев сердцевины | Большие объемы, громоздкий металлолом |
Готовы улучшить свой процесс плавки с помощью точного нагрева? KINTEK специализируется на высокочастотных индукционных печах и лабораторном оборудовании, обеспечивая скорость, эффективность и металлургический контроль, необходимые вашей лаборатории. Свяжитесь с нами сегодня, чтобы найти идеальное решение для вашего применения!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для индукционной плавки вакуумной дугой
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Вертикальная высокотемпературная вакуумная графитизационная печь
Люди также спрашивают
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Какие основные проблемы решает печь для вакуумного горячего прессования? Достижение превосходной структурной целостности функционально градиентных материалов WCp/Cu
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках



















