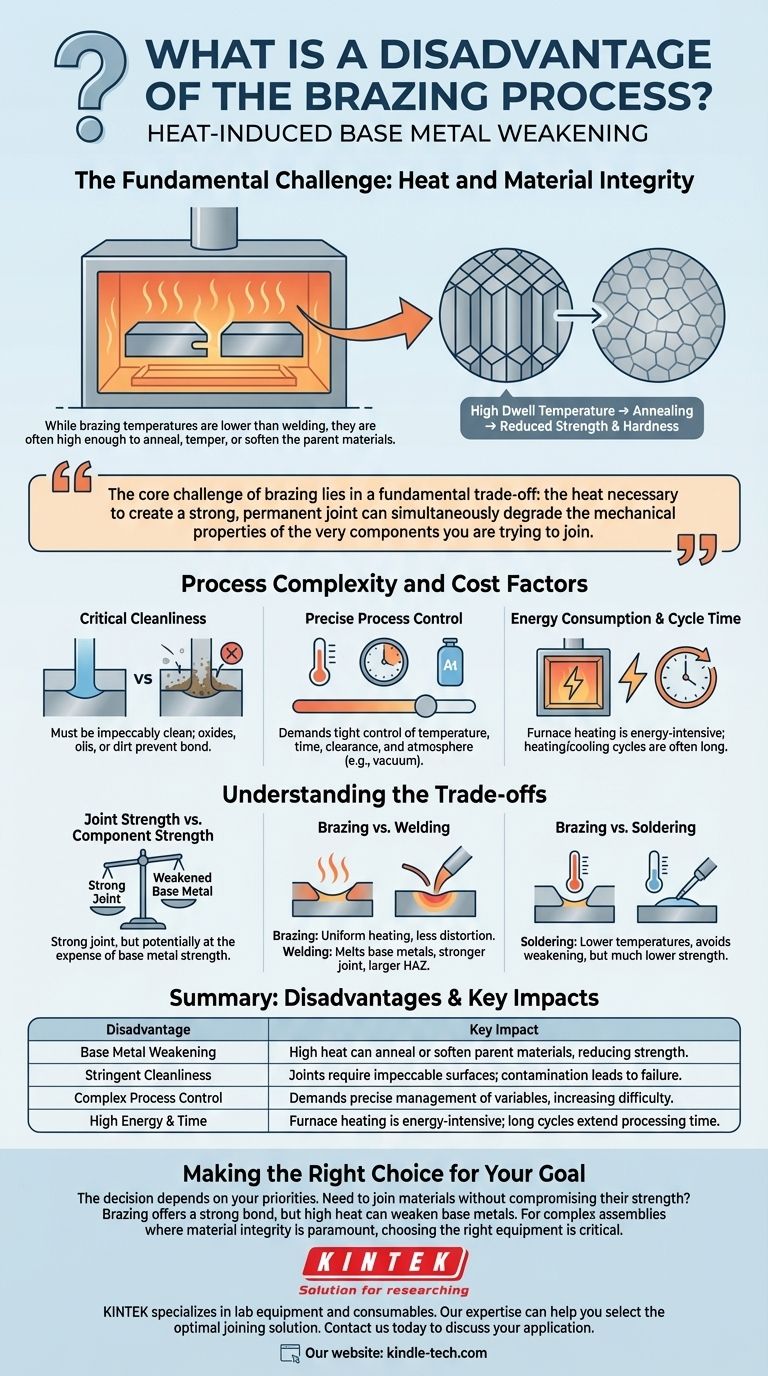
Основным недостатком процесса пайки является потенциальная возможность того, что высокая температура, необходимая для процесса, ослабит или иным образом негативно изменит металлургические свойства соединяемых основных металлов. Хотя температуры пайки ниже, чем при сварке, они часто достаточно высоки, чтобы вызвать отжиг, отпуск или размягчение основных материалов, что может снизить общую прочность готовой сборки.
Основная проблема пайки заключается в фундаментальном компромиссе: тепло, необходимое для создания прочного, постоянного соединения, может одновременно ухудшить механические свойства тех самых компонентов, которые вы пытаетесь соединить.

Основная проблема: тепло и целостность материала
Чтобы понять недостатки, мы должны сначала рассмотреть, как работает процесс. Пайка основана на нагреве для достижения соединения, и этот нагрев имеет последствия.
Как работает пайка
Пайка использует присадочный металл (сплав с более низкой температурой плавления, чем основные металлы) для соединения двух плотно прилегающих поверхностей. Сборка нагревается до температуры выше точки плавления присадочного металла, но ниже точки плавления основных металлов.
Затем расплавленный присадочный металл втягивается в зазор между компонентами за счет капиллярного действия, создавая прочное, постоянное металлургическое соединение при охлаждении.
Непредвиденное последствие: снижение твердости материала
Ключевая проблема заключается в том, что эта требуемая температура, известная как температура выдержки, часто достаточно высока, чтобы действовать как процесс термической обработки основных материалов.
Для многих металлов, особенно тех, которые были упрочнены наклепом или предыдущей термической обработкой, это воздействие высоких температур может вызвать отжиг – процесс, который размягчает металл и снижает его прочность и твердость.
Сложность процесса и факторы стоимости
Помимо основной проблемы размягчения материала, пайка представляет ряд других практических проблем, которые способствуют ее общей стоимости и сложности.
Критическая необходимость чистоты
Паяные соединения очень чувствительны к загрязнениям. Чтобы присадочный металл правильно тек и соединялся с основными металлами, поверхности должны быть безупречно чистыми.
Любые оксиды, масла или грязь будут препятствовать капиллярному действию и приведут к слабому или неудачному соединению. Это требует интенсивных и часто дорогостоящих этапов предварительной очистки.
Точный контроль процесса не подлежит обсуждению
Пайка — это не прощающий ошибок процесс. Он требует жесткого контроля над основными параметрами, включая температуру, время, зазор в соединении и атмосферу (например, при вакуумной пайке).
Неспособность точно управлять этими переменными может привести к неполному заполнению соединения, эрозии основного металла или другим критическим дефектам. Это высокое техническое требование увеличивает его сложность.
Энергопотребление и время цикла
Нагрев всей сборки до температуры пайки, часто выполняемый в печи, является энергоемким процессом.
Кроме того, циклы нагрева и контролируемого охлаждения могут быть довольно длительными, что увеличивает общее время обработки и ограничивает пропускную способность по сравнению с более быстрыми методами соединения, такими как точечная сварка.
Понимание компромиссов
Ни один процесс соединения не идеален. Недостатки пайки должны быть сопоставлены с ее уникальными преимуществами для принятия обоснованного решения.
Прочность соединения против прочности компонента
Основной компромисс очевиден: вы получаете прочное, чистое и непрерывное соединение, но потенциально за счет первоначальной прочности основных металлов. Это отличается от механических креплений, которые вообще не изменяют материал.
Пайка против сварки
Сварка расплавляет сами основные металлы, часто создавая более прочное соединение, но также вызывая значительные локальные напряжения, деформации и большую зону термического влияния (ЗТВ), которая также может ослабить материал. Равномерный нагрев при пайке часто приводит к гораздо меньшей деформации, что является ключевым преимуществом для сложных или прецизионных сборок.
Пайка против мягкой пайки
Мягкая пайка — это аналогичный процесс, но он использует гораздо более низкие температуры и присадочные металлы с меньшей прочностью. Он позволяет избежать проблемы ослабления основных металлов, но создает соединение со значительно более низкой механической прочностью.
Правильный выбор для вашей цели
Решение об использовании пайки полностью зависит от конкретных приоритетов и ограничений вашего проекта.
- Если ваша основная цель — максимальная прочность компонента: Вы должны учитывать потенциальное размягчение основных металлов, вызванное нагревом, или выбрать альтернативный низкотемпературный процесс соединения.
- Если ваша основная цель — соединение сложных форм с минимальной деформацией: Пайка — отличный выбор, но вы должны быть готовы к строгим требованиям контроля процесса и очистки.
- Если ваша основная цель — создание герметичных, непрерывных соединений: Пайка обеспечивает превосходные характеристики по сравнению с механическим креплением, оправдывая ее более высокую сложность процесса.
Понимая эти неотъемлемые компромиссы, вы можете уверенно определить, является ли пайка оптимальным решением для вашей конкретной инженерной задачи.
Сводная таблица:
| Недостаток | Ключевое влияние |
|---|---|
| Ослабление основного металла | Высокая температура пайки может отжигать или размягчать основные материалы, снижая их первоначальную прочность и твердость. |
| Строгая чистота | Соединения требуют безупречно чистых поверхностей; любое загрязнение приводит к слабым или неудачным соединениям. |
| Сложный контроль процесса | Требует точного управления температурой, временем и атмосферой, что увеличивает техническую сложность. |
| Высокие энергозатраты и время | Нагрев в печи является энергоемким, а контролируемые циклы охлаждения увеличивают время обработки. |
Нужно соединить материалы без ущерба для их прочности?
Пайка обеспечивает прочное, чистое соединение, но ее высокая температура может ослабить ваши основные металлы. Для сложных сборок, где целостность материала имеет первостепенное значение, выбор правильного оборудования и процесса имеет решающее значение.
KINTEK специализируется на лабораторном оборудовании и расходных материалах, обслуживая потребности лабораторий. Наш опыт поможет вам выбрать оптимальное решение для соединения для ваших конкретных материалов и целей проекта, обеспечивая производительность и надежность.
Свяжитесь с нами сегодня, чтобы обсудить ваше применение и узнать, как мы можем поддержать ваш успех. Свяжитесь с нами через нашу контактную форму.
Визуальное руководство