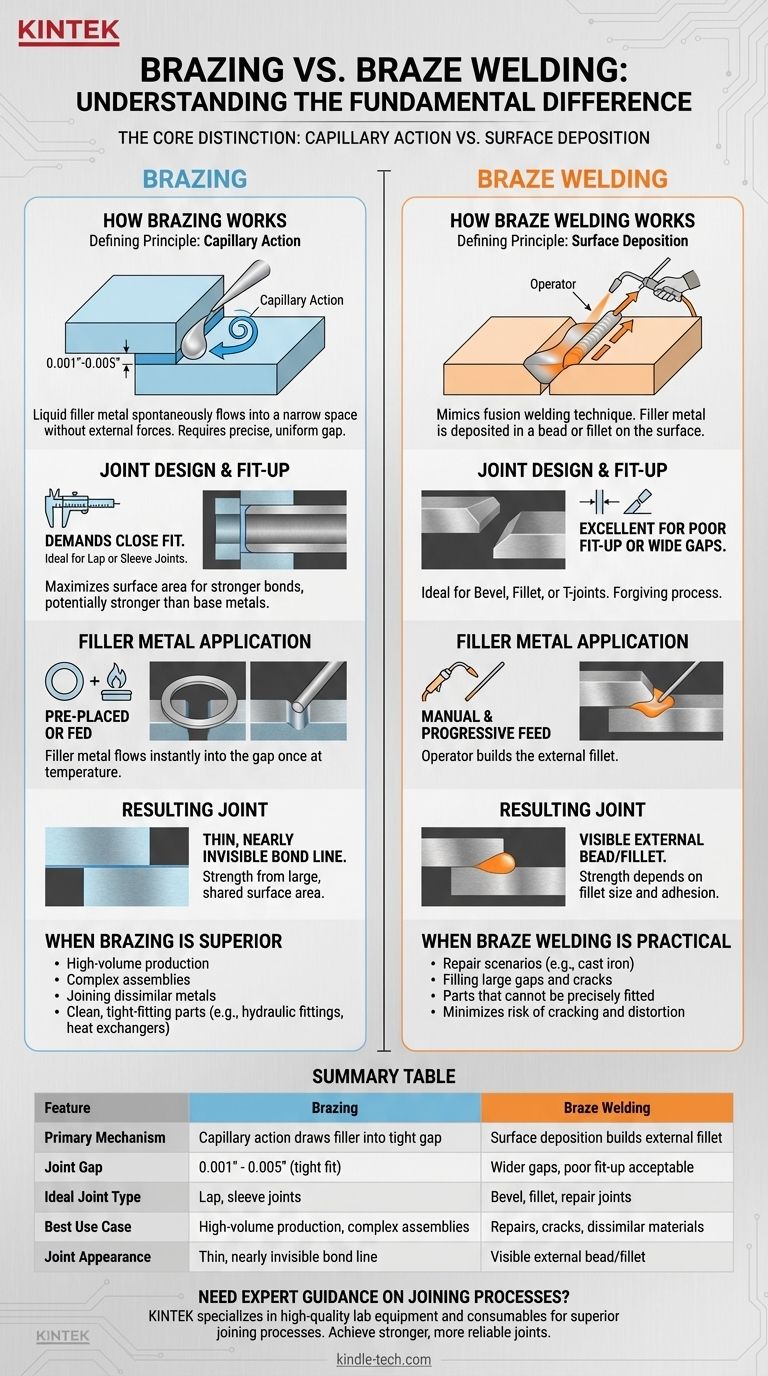
На фундаментальном уровне разница заключается в том, как присадочный металл соединяет детали. Истинная пайка использует капиллярное действие для втягивания расплавленного присадочного металла в очень узкий, чистый зазор между двумя компонентами. В отличие от этого, паяльная сварка осаждает присадочный металл в виде валика или галтели на поверхности соединения, подобно обычной сварке, но без плавления основных металлов.
Основное различие просто: пайка втягивает присадочный металл в соединение, а паяльная сварка наносит присадочный металл на соединение. Это единственное различие в применении определяет все, от конструкции соединения до соответствующего варианта использования для каждого процесса.

Определяющий принцип: Капиллярное действие против поверхностного осаждения
Чтобы по-настоящему понять разницу, вы должны разобраться в физическом механизме, работающем в каждом процессе. Они принципиально различны, несмотря на то, что оба используют присадочный металл, который плавится при более низкой температуре, чем основные металлы.
Как работает пайка
Пайка определяется капиллярным действием. Это явление, при котором жидкость самопроизвольно течет в узкое пространство без посторонней помощи или даже вопреки внешним силам, таким как гравитация.
Для этого соединение должно быть спроектировано с очень специфическим, равномерным зазором — обычно от 0,001 до 0,005 дюйма. Затем присадочный металл вводится по краю этого соединения, где он плавится и мгновенно втягивается в зазор, создавая полное, высокопрочное соединение по всей поверхности.
Как работает паяльная сварка
Паяльная сварка не использует капиллярное действие. Вместо этого техника имитирует традиционную сварку плавлением (например, TIG или газокислородную сварку).
Источник тепла используется для создания расплавленной ванны присадочного металла на поверхности основных металлов. Затем оператор вручную добавляет больше присадочного прутка в эту ванну, чтобы нарастить валик или галтель вдоль шва. Она используется для заполнения V-образных пазов, стыковых или Т-образных соединений, где нет узкого зазора для работы капиллярного действия.
Сравнение процессов лицом к лицу
Практические различия в подготовке и применении соединения напрямую вытекают из наличия или отсутствия капиллярного действия.
Конструкция соединения и подгонка
Пайка требует плотного соединения. Нахлесточные или муфтовые соединения идеальны, потому что они максимизируют площадь поверхности для присадочного металла, что приводит к соединению, которое может быть прочнее самих основных металлов.
Паяльная сварка, с другой стороны, отлично подходит для соединений с плохой подгонкой или широкими зазорами. Она часто используется для скошенных и угловых соединений, аналогичных тем, что готовятся для дуговой сварки.
Применение присадочного металла
При пайке присадочный металл может быть предварительно размещен в виде кольца или прокладки внутри сборки перед нагревом. В качестве альтернативы, его можно приложить к линии соединения, как только сборка достигнет температуры, позволяя ему мгновенно растечься по зазору.
При паяльной сварке присадочный пруток вручную и постепенно подается в источник тепла вдоль линии соединения для формирования внешнего галтели.
Итоговая прочность и внешний вид соединения
Правильно спаянное соединение имеет очень тонкую, почти невидимую линию соединения. Его прочность обусловлена большой общей площадью поверхности двух соединяемых деталей.
Соединение, выполненное паяльной сваркой, имеет видимый внешний валик, похожий по внешнему виду на сварное соединение. Его прочность зависит от размера галтели и ее адгезии к поверхностям основного металла.
Понимание компромиссов
Термин "паяльная сварка" является источником постоянной путаницы. Он назван так из-за своей техники применения (напоминающей сварку), но его основная физика (отсутствие плавления основного металла) делает его процессом из семейства пайки.
Когда пайка является лучшим выбором
Пайка идеально подходит для крупносерийного производства, сложных сборок и соединения разнородных металлов. Ее способность соединять целые поверхности в чистых, плотно прилегающих деталях делает ее идеальной для изготовления гидравлических фитингов, теплообменников и аэрокосмических компонентов.
Когда паяльная сварка более практична
Паяльная сварка превосходна в сценариях ремонта, особенно для материалов, чувствительных к высоким температурам, таких как чугун. Ее способность заполнять большие зазоры и трещины без плавления основного металла минимизирует риск растрескивания и деформации. Это щадящий процесс для соединения деталей, которые не могут быть точно подогнаны.
Ключевое ограничение
Основное ограничение обоих процессов по сравнению со сваркой плавлением — это температурный режим эксплуатации. Поскольку присадочные металлы имеют более низкие температуры плавления, паяные и паяльно-сварные соединения не подходят для высокотемпературных применений, где они могут повторно расплавиться.
Правильный выбор для вашего применения
Лучший метод определяется конфигурацией вашего соединения, материалом и конечной целью.
- Если ваша основная цель — соединение плотно прилегающих деталей с максимальной прочностью на сдвиг: Выберите традиционную пайку, так как капиллярное действие обеспечивает полное и равномерное проникновение в соединение.
- Если ваша основная цель — ремонт трещины или соединение деталей с плохой подгонкой: Выберите паяльную сварку, чтобы эффективно нарастить материал и перекрыть зазор.
- Если ваша основная цель — соединение тонкого листового металла по краю: Паяльная сварка может создать прочный галтельный шов, тогда как пайка потребует нахлесточной конструкции соединения.
- Если ваша основная цель — создание прочного, герметичного уплотнения в трубках или фитингах: Пайка является отраслевым стандартом благодаря своей способности полностью проникать в муфтовое соединение.
В конечном итоге, знание того, требует ли ваша задача заполнения узкого зазора или создания внешнего галтельного шва, всегда поможет вам выбрать правильный процесс.
Сводная таблица:
| Характеристика | Пайка | Паяльная сварка |
|---|---|---|
| Основной механизм | Капиллярное действие втягивает присадку в узкий зазор | Поверхностное осаждение формирует внешний галтельный шов |
| Зазор в соединении | 0,001" - 0,005" (плотная подгонка) | Допустимы более широкие зазоры, плохая подгонка |
| Идеальный тип соединения | Нахлесточные, муфтовые соединения | Скошенные, угловые, ремонтные соединения |
| Лучший вариант использования | Крупносерийное производство, сложные сборки | Ремонт, трещины, разнородные материалы |
| Внешний вид соединения | Тонкая, почти невидимая линия соединения | Видимый внешний валик/галтельный шов |
Нужна экспертная консультация по процессам соединения?
Независимо от того, работаете ли вы со сложными сборками, требующими точной пайки, или решаете сложные задачи ремонта с помощью паяльной сварки, наличие правильного оборудования и расходных материалов имеет решающее значение для успеха.
KINTEK специализируется на высококачественном лабораторном оборудовании и расходных материалах, которые поддерживают превосходные процессы соединения. Наша продукция помогает обеспечить постоянное применение тепла, правильный поток присадочного металла и надежные результаты для лабораторий и производственных предприятий.
Позвольте нам помочь вам добиться более прочных и надежных соединений.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные потребности в применении и узнать, как решения KINTEK могут улучшить ваши возможности соединения.
Визуальное руководство